胡亞南1���,寧奎偉2
(1.西京學(xué)院,西安 710021����;2.陜西西微測(cè)控工程有限公司,咸陽 710000)
摘要:為提升工程塑件生產(chǎn)的自動(dòng)化程度���,提高企業(yè)生產(chǎn)效率����,實(shí)現(xiàn)多臺(tái)注塑設(shè)備的集中管理和遠(yuǎn)程監(jiān)控,設(shè)計(jì)一套基于Siemens PLC的注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)���。以S7-1500PLC和ET200MP模塊為控制系統(tǒng)硬件基礎(chǔ)���,以TIA Portal V13軟件為系統(tǒng)程序和HMI界面開發(fā)平臺(tái),以遠(yuǎn)程PC端和現(xiàn)場(chǎng)觸摸屏為監(jiān)控窗口����,搭建三層車間網(wǎng)絡(luò)框架,實(shí)現(xiàn)注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)自動(dòng)化升級(jí)����。在注塑機(jī)集散控制系統(tǒng)的基礎(chǔ)上,設(shè)計(jì)工藝流程�����、參數(shù)設(shè)置���、故障報(bào)警����、生產(chǎn)報(bào)表等功能,實(shí)現(xiàn)操作便捷�、實(shí)施性強(qiáng)的遠(yuǎn)程監(jiān)控系統(tǒng),以保證注塑機(jī)組的安全��、穩(wěn)定�、高效、優(yōu)質(zhì)�����、智能的生產(chǎn)運(yùn)行����。
關(guān)鍵詞:注塑機(jī);數(shù)據(jù)共享�;TIA Portal V13;遠(yuǎn)程監(jiān)控�;ET200MP
0 引言
工程塑料具有耐腐蝕���、強(qiáng)度高�、壽命久、質(zhì)量輕等眾多優(yōu)點(diǎn)而被廣泛應(yīng)用于機(jī)械��、造船���、航空及汽車領(lǐng)域[1]���。注塑機(jī)是生產(chǎn)工程塑件的主要設(shè)備之一,被眾多塑件制造廠商使用�,但隨著科技發(fā)展及工程塑件需求量的劇增,塑件制造廠的生產(chǎn)規(guī)模逐步擴(kuò)大����、注塑機(jī)數(shù)量不斷增多,為提升塑件生產(chǎn)效率�����,對(duì)塑件生產(chǎn)過程的自動(dòng)化程度���、智能遠(yuǎn)程監(jiān)控系統(tǒng)及網(wǎng)絡(luò)信息化提出了更高要求���。目前,傳統(tǒng)的單機(jī)注塑設(shè)備生產(chǎn)模式存在系統(tǒng)落后��、自動(dòng)化程度低、兼容性差�����、聯(lián)網(wǎng)能力弱的問題����,無法實(shí)現(xiàn)注塑機(jī)生產(chǎn)參數(shù)的精確監(jiān)控、數(shù)據(jù)實(shí)時(shí)記錄���、數(shù)據(jù)共享及資源整合�����,不利于提高企業(yè)的集成化管理[2,3]���。
為實(shí)現(xiàn)塑件生產(chǎn)車間注塑機(jī)設(shè)備的集成化管理,以西門子S7-1500PLC為硬件核心控制器��,以ET200MP為分布式從站���,以TIA Portal V13軟件開發(fā)平臺(tái)�����,設(shè)計(jì)注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)���,并搭建車間三層Profinet通訊網(wǎng)絡(luò),實(shí)現(xiàn)車間多臺(tái)注塑機(jī)集中監(jiān)控��、數(shù)據(jù)共享�、資源集成管理,以保證注塑機(jī)組安全���、高效�����、優(yōu)質(zhì)���、低耗能的運(yùn)行。
1 注塑工藝流程及設(shè)計(jì)要求
注塑工藝流程主要包括:原料準(zhǔn)備����、加料、塑化����、合模����、注射����、保壓、冷卻及固化�����、開模��、塑件取出��、推出機(jī)構(gòu)復(fù)位�����、合模�����,即完成一個(gè)注塑流程��,然后按照上面的工藝流程進(jìn)行注塑循環(huán)加工(如圖1所示)��。注射系統(tǒng)是通過注射缸施加一定壓力,將料筒內(nèi)熔融塑化的塑料經(jīng)噴嘴����、澆注系統(tǒng)快速充滿密閉模具型腔��?����?刂葡到y(tǒng)是注塑機(jī)的“大腦”��,通過HMI界面設(shè)置注塑工藝參數(shù)��,完成執(zhí)行裝置動(dòng)作及檢測(cè)裝置信號(hào)采集�,實(shí)現(xiàn)自動(dòng)控制和數(shù)據(jù)處理,具備數(shù)據(jù)顯示�、存儲(chǔ)、報(bào)警�����、報(bào)表及打印功能[4]��。料筒分區(qū)溫度�����、注射壓力、注射速度及模具溫度等參數(shù)控制效果的優(yōu)劣�����,決定著塑件產(chǎn)品質(zhì)量的等級(jí)及企業(yè)經(jīng)濟(jì)效益��,所以注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)的升級(jí)十分必要��。
針對(duì)當(dāng)前注塑機(jī)監(jiān)控系統(tǒng)存在的不足��,設(shè)計(jì)注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)應(yīng)具備以下功能:1)能夠快速準(zhǔn)確完成注塑機(jī)注射壓力�、料筒溫度、注射速度��、生產(chǎn)數(shù)量��、內(nèi)腔壓力���、設(shè)備狀態(tài)�����、注射電子尺����、合模電子尺及安全閥狀態(tài)等信號(hào)的實(shí)時(shí)監(jiān)測(cè)及反饋;2)利用智能控制策略對(duì)完成注塑機(jī)溫度和壓力的智能���、精確�、穩(wěn)定控制����;3)通過HMI界面實(shí)現(xiàn)參數(shù)設(shè)置�����、報(bào)警設(shè)置�、歷史曲線、生產(chǎn)報(bào)表����、故障報(bào)警等功能;4)建立注塑機(jī)故障診斷庫�����,能夠針對(duì)故障報(bào)警提示解決方案�;5)能夠?qū)崿F(xiàn)遠(yuǎn)程控制�、現(xiàn)場(chǎng)就地控制及一鍵啟停全自動(dòng)控制三種控制模式��;6)實(shí)現(xiàn)廠方所有注塑機(jī)設(shè)備集成控制����、數(shù)據(jù)共享及遠(yuǎn)程無線數(shù)據(jù)查詢功能。
2 控制系統(tǒng)硬件選型
由于工程塑件注塑工藝較為復(fù)雜��、控制參數(shù)及控制點(diǎn)量較多�����,注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)采用集散控制系統(tǒng)���,以Siemens S7-1500PLC為核心控制器�����,ET200MP為分布式從站���,TIA Portal V13為軟件開發(fā)平臺(tái),采用Profinet和Profibus-DP進(jìn)行網(wǎng)絡(luò)通訊����,實(shí)現(xiàn)注塑生產(chǎn)過程集中管理�����、分散控制[5]�����。注塑機(jī)集散控制系統(tǒng)(如圖2所示)硬件設(shè)備為3層結(jié)構(gòu):1)第1層為執(zhí)行層�����,主要完成注塑機(jī)監(jiān)控?cái)?shù)據(jù)采集、控制命令執(zhí)行等任務(wù)�����,該層主要包含液壓系統(tǒng)���、溫度控制系�、伺服電機(jī)及傳感器檢測(cè)等單元組成����。傳感器檢測(cè)主要包括PT100溫度傳感器、EVT-20壓力傳感器、位移傳感器等�����,傳感器將參數(shù)信號(hào)轉(zhuǎn)化為4~20mA電流信號(hào)或0~5V電壓信號(hào)經(jīng)模擬量SM模塊傳輸給PLC模塊進(jìn)行邏輯運(yùn)算和數(shù)據(jù)存儲(chǔ)�;伺服電機(jī)主要為注塑機(jī)動(dòng)力設(shè)備,驅(qū)動(dòng)塑化原料流動(dòng)����,采用Siemens變頻器控制[6,7]。2)第2層為控制層�����,由S7-1500PLC模塊��、ET200MP從站模塊組成���,按照設(shè)計(jì)的控制策略和控制邏輯對(duì)注塑機(jī)注塑過程進(jìn)行實(shí)時(shí)控制�,S7-1500PLC主站與ET200MP從站采用Profibus-DP通訊����,S7-1500PLC與KP1500觸摸屏采用Profinet通訊,模擬量信號(hào)傳輸使用屏蔽電纜以避免信號(hào)干擾���。3)第3層為管理層�,由DELL計(jì)算機(jī)、Siemens服務(wù)器����、網(wǎng)路設(shè)備、HP打印機(jī)組成�����,主要分為操作站�����、工程師站���、客戶服務(wù)器、移動(dòng)工程師站等部分����,操作人員可以通過遠(yuǎn)程監(jiān)控模式完成遠(yuǎn)程監(jiān)控、數(shù)據(jù)打印��、遠(yuǎn)程診斷等工作����,同時(shí)也可以完成程序修改�����、下載�����、升級(jí)及技術(shù)參數(shù)修改工作����。注塑機(jī)集散控制系3層網(wǎng)絡(luò)構(gòu)架����,實(shí)現(xiàn)生產(chǎn)車間各節(jié)點(diǎn)的通訊,實(shí)現(xiàn)注塑生產(chǎn)多機(jī)模式的集成管理���、數(shù)據(jù)共享����、資源整合�����、分散控制等功能。

文中設(shè)計(jì)集散控制系統(tǒng)具有以下優(yōu)勢(shì):1)以TIA Portal V13軟件為集散控制系統(tǒng)開發(fā)平臺(tái)���,相比傳統(tǒng)的WinCC+Step7方法可高效靈活的完成項(xiàng)目組態(tài)��、網(wǎng)絡(luò)搭建��、程序編寫���、在線診斷等功能,具有效率高��、可視化���、操作簡(jiǎn)單的優(yōu)點(diǎn)�;2)采用現(xiàn)場(chǎng)KP1500觸摸屏與遠(yuǎn)程PC操作站相結(jié)合的監(jiān)控方式�,可提高操作人員工作的便捷性和實(shí)時(shí)性;3)以性能強(qiáng)����、運(yùn)算快的S7-1500PLC+S71500模塊為主站�,以價(jià)格低、體積小的IM155通訊模塊+ET200MP模塊為從站形成高低搭配的控制系統(tǒng)���,以實(shí)現(xiàn)性能高���、成本低的集散控制系統(tǒng)�;4)搭建3層網(wǎng)絡(luò)框架�����,實(shí)現(xiàn)了多機(jī)模式生產(chǎn)時(shí)的數(shù)據(jù)資源整合����,各層分工明確、相互協(xié)調(diào)��,便于任務(wù)分配����,提高生產(chǎn)效率。
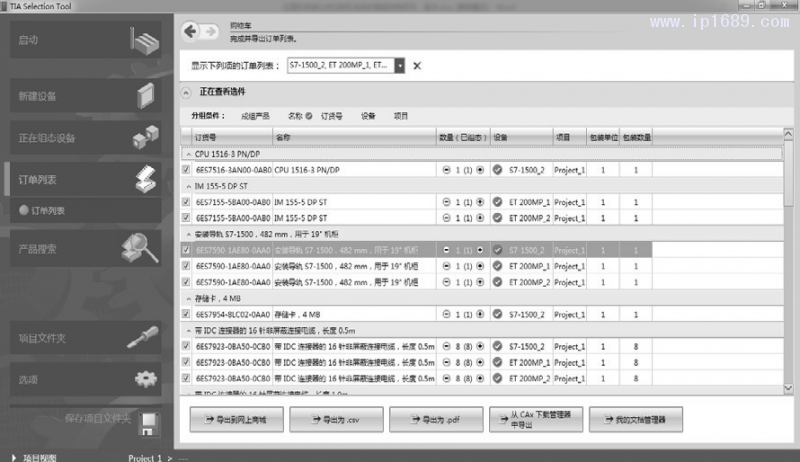
依據(jù)注塑生產(chǎn)的工藝特點(diǎn)和廠家控制要求���,選用Siemens S7-1500PLC系列的CPU1516-3PN/DP����、PM70W電源模塊��、IM155-5DP通訊模塊及SM模塊完成下位機(jī)硬件組態(tài)。S7-1500PLC的系統(tǒng)性能���、集成技術(shù)���、安全機(jī)制、簡(jiǎn)單的操作及超強(qiáng)的易用性都能彰顯出其強(qiáng)大的自動(dòng)化實(shí)力���,同時(shí)其集成系統(tǒng)診斷功能����、統(tǒng)一的顯示方案可將診斷信息顯示在工程組態(tài)軟件�����、HMI面板及WEB服務(wù)器中�。在SM模塊中,選用SM521數(shù)字量輸入模塊����,DI16×24VDC用于設(shè)備狀態(tài)、電機(jī)過載���、限位信號(hào)�����、電機(jī)啟動(dòng)���、機(jī)械安全監(jiān)測(cè)等信號(hào)輸入;選用SM522數(shù)字量輸出模塊���,DQ32×24VDC/0.5A�,用于伺服電機(jī)啟動(dòng)�����、吹氣����、調(diào)模進(jìn)退、頂退等控制量輸出����;選用SM531模擬量輸入模塊,AI8×U/I/RTD/TC���,用于PT100熱電偶��、注射電子尺�、合模電子尺、注射壓力等模擬量輸入���;選用SM532模擬量輸入模塊�����,AQ8×U/I����,用于加熱控制輸出[8]�。為提升系統(tǒng)設(shè)計(jì)效率,縮短組態(tài)和訂貨�,可用TIA Selection Tool軟件模擬注塑機(jī)集散控制系統(tǒng)硬件組態(tài),可準(zhǔn)確�����、無遺漏生成系統(tǒng)硬件模塊及其附件的訂貨清單(如表1所示)����,該軟件可模擬真實(shí)系統(tǒng)的硬件選型、機(jī)架分配、系統(tǒng)診斷���、附件選型����。注塑機(jī)集散控制系統(tǒng)設(shè)備組態(tài)(如圖3所示)�,完成了模塊選擇��、組態(tài)���、訂購(gòu)的全集成自動(dòng)化配置�,可清晰查看組態(tài)硬件的訂貨號(hào)�����、電勢(shì)分配���、插槽號(hào)��、機(jī)架位置等信息�。在項(xiàng)目視圖模式下�,點(diǎn)擊訂單列表按鈕可自動(dòng)生成模塊及附件的訂單信息,訂單列表包含設(shè)備名稱、訂貨號(hào)���、信號(hào)種類���、數(shù)量、包裝單位��、包裝數(shù)量�、控制精度,可將購(gòu)物車內(nèi)的訂單直接導(dǎo)出到網(wǎng)上商城進(jìn)行硬件購(gòu)買��,也可導(dǎo)出為.csv或.pdf文檔傳輸?shù)讲少?gòu)部門進(jìn)行硬件采購(gòu)(如圖4所示)��。

3 控制系統(tǒng)軟件設(shè)計(jì)
注塑機(jī)集散控制系統(tǒng)由PLC車間控制�����、遠(yuǎn)程PC監(jiān)控及觸摸屏監(jiān)控組成(如圖5所示)�。PLC下位機(jī)程序采用模塊化思想設(shè)計(jì),主要包括初始化��、數(shù)據(jù)采樣���、數(shù)據(jù)濾波�、智能控制、數(shù)據(jù)累積����、操作模式、信息處理等模塊�;數(shù)據(jù)采樣、濾波����、存儲(chǔ)是現(xiàn)場(chǎng)傳感器按照采樣周期獲取參數(shù)信號(hào)�,經(jīng)SM531模塊將4mA~20mA模擬量信號(hào)轉(zhuǎn)化為0~27648數(shù)字量信號(hào)并傳輸給PLC,PLC將數(shù)據(jù)存儲(chǔ)到對(duì)應(yīng)地址內(nèi)���,按照預(yù)定程序進(jìn)行濾波處理�,然后將參數(shù)值映射到HMI界面[9,10]����。遠(yuǎn)程PC監(jiān)控和觸摸屏監(jiān)控主要包括工藝流程、參數(shù)設(shè)置�����、報(bào)警設(shè)置��、歷史曲線、生產(chǎn)報(bào)表��、故障診斷及用戶登錄等界面�����,用戶登錄界面通過用戶名���、密碼獲取登錄權(quán)限��,可訪問注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)��??刂葡到y(tǒng)操作主要包括手動(dòng)操作����、遠(yuǎn)程操作及全自動(dòng)操作模式。
為實(shí)現(xiàn)工程塑件產(chǎn)品生產(chǎn)流程的實(shí)時(shí)監(jiān)控�����,注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)HMI界面設(shè)計(jì)采用TIA Portal V13中的WinCC軟件���,其工具箱中包含有基本對(duì)象��、圖形�����、元素和功能控件�����,可快速�����、靈活����、便捷完成HMI界面開發(fā)�����。通過在Portal WinCC平臺(tái)設(shè)置過程變量連接Portal Step7對(duì)應(yīng)的地址�����,以變量地址為紐帶實(shí)現(xiàn)參數(shù)數(shù)據(jù)在HMI界面的顯示���。如圖6所示�����,可清晰看到注塑設(shè)備的工作狀態(tài)及重要參數(shù)���,工作人員可通過點(diǎn)擊界面上方子系統(tǒng)切換按鈕即可切換到不同子界面�,能夠?qū)崿F(xiàn)注塑機(jī)遠(yuǎn)程控制系統(tǒng)的分散管理和集中控制[11]�。
如圖7所示,在生產(chǎn)和調(diào)試過程中��,只需通過HMI的參數(shù)設(shè)置畫面修改控制參數(shù)��,即可實(shí)現(xiàn)對(duì)下位機(jī)程序變量數(shù)據(jù)的修改�,進(jìn)而完成相應(yīng)的控制動(dòng)作,操作簡(jiǎn)單便捷���。同時(shí)��,工作人員可快速����、便捷的查詢到當(dāng)前各工藝參數(shù)設(shè)定值�。
為便于工作人員查詢工程塑件生產(chǎn)過程中注塑機(jī)存在的故障信息���,能夠及時(shí)處理及便于維修人員處理設(shè)備故障,設(shè)計(jì)集散控制系統(tǒng)報(bào)警設(shè)置界面(如圖8所示)��。報(bào)警設(shè)置界面主要包括故障發(fā)生時(shí)間����、發(fā)生事件、故障時(shí)系統(tǒng)狀態(tài)及故障處理方法的備注��,能夠縮短故障檢修時(shí)間���,避免因設(shè)備故障造成緊急停車或設(shè)備損壞���。
注塑機(jī)集散遠(yuǎn)程控制系統(tǒng)還包括生產(chǎn)報(bào)表、歷史曲線等界面�����,通過歷史曲線可對(duì)注塑機(jī)重點(diǎn)參數(shù)歷史數(shù)據(jù)進(jìn)行查詢����,查看工程塑件的工藝參數(shù)控制效果����;生產(chǎn)報(bào)表界面可以查看工程塑件生產(chǎn)種類��、生產(chǎn)數(shù)量�����、料筒溫度����、注塑速度�、注塑壓力等生產(chǎn)參數(shù),管理人員可通過生產(chǎn)報(bào)表查詢企業(yè)生產(chǎn)任務(wù)完成度及生產(chǎn)效率���,客戶可通過生產(chǎn)報(bào)表了解企業(yè)生產(chǎn)狀況及訂單量����。
4 結(jié)語
1)為解決注塑機(jī)自動(dòng)化程度低����、系統(tǒng)落后、聯(lián)網(wǎng)能力弱的問題�,設(shè)計(jì)了注塑機(jī)集散遠(yuǎn)程監(jiān)控系統(tǒng),實(shí)現(xiàn)注塑機(jī)多機(jī)模式的數(shù)據(jù)共享、參數(shù)精確監(jiān)控����、數(shù)據(jù)實(shí)時(shí)記錄及遠(yuǎn)程故障診斷功能。
2)以西門子S7-1500PLC為硬件核心控制器�,以ET200MP為分布式從站,采用Profinet和Profibus-DP進(jìn)行網(wǎng)絡(luò)通訊�,設(shè)計(jì)多臺(tái)注塑機(jī)生產(chǎn)過程集中管理、分散控制方法�����。
3)以TIA Portal V13軟件開發(fā)平臺(tái)�����,設(shè)計(jì)注塑機(jī)HMI監(jiān)控界面���,實(shí)現(xiàn)工藝流程���、參數(shù)設(shè)定、歷史曲線����、生產(chǎn)報(bào)表等功能���,以保證注塑機(jī)安全���、高效����、優(yōu)質(zhì)的運(yùn)行��。
4)注塑機(jī)集散遠(yuǎn)程監(jiān)控系統(tǒng)能夠提高工程塑件的生產(chǎn)效率和生產(chǎn)質(zhì)量��。
參考文獻(xiàn):
[1]莫家業(yè).低壓注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)設(shè)計(jì)[J].合成樹脂與塑料�����, 2019�����,36(4):73-76.
[2]劉浩.注塑機(jī)領(lǐng)域的研究進(jìn)展[J].合成樹脂與塑料���,2018��,35(4):99-102.
[3]李宏杰.工程塑料注塑成型中PLC的應(yīng)用及分析[J].塑料工業(yè)���,2019���,47(3):23-25.
[4]豐會(huì)萍,胡亞南����,閆琛鈺,等.基于TIAPortal的多功能茶葉包裝機(jī)控制系統(tǒng)設(shè)計(jì)[J].食品機(jī)械�����,2017�,33(07):85-88.
[5]宋黎光.基于S7-1500PLC的多部帶式輸送機(jī)變頻調(diào)速系統(tǒng)的研究[J].煤礦機(jī)械,2018����,39(09):171-172.
[6]宋曉陽.S7-1500控制系統(tǒng)在TIA博途軟件中組態(tài)功能實(shí)現(xiàn)[J].數(shù)字通信世界,2019(09):36-37.
[7]戴本堯.基于PLC的注塑機(jī)自動(dòng)控制系統(tǒng)設(shè)計(jì)[J].合成樹脂與塑料��,2019�,36(1):72-75.
[8]王英凱.基于ARM與DSP的全電動(dòng)注塑機(jī)控制系統(tǒng)的研發(fā)與實(shí)現(xiàn)[D].廣州:華南理工大學(xué),2019.
[9]胡亞南�,李明輝,霍蛟飛����,等.基于S7-1200PLC的注射機(jī)料筒溫度控制系統(tǒng)[J].塑料科技,2019�����,47(12):93-98.
[10]郭建松.HM600注塑設(shè)備的遠(yuǎn)程控制方法研究及系統(tǒng)研制[D].南京:南京理工大學(xué)�,2017.
[11] 李艷,張曉婕.基于TIAPortal環(huán)境下的小型汽輪機(jī)控制系統(tǒng)的設(shè)計(jì)[J].紙和造紙����,2015,(08):9-11.

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













