摘要:注塑機(jī)專用機(jī)械手是模仿人類手臂的結(jié)構(gòu)與動(dòng)作,代替人類完成取件作業(yè)以實(shí)現(xiàn)注塑機(jī)的自動(dòng)化生產(chǎn)����。本文設(shè)計(jì)的注塑機(jī)專用機(jī)械手以西門子小型PLC作為控制器,配合注塑機(jī)的生產(chǎn)過程���,實(shí)現(xiàn)塑料制品的取出并放置到指定位置�����。
本文研究設(shè)計(jì)注塑機(jī)取件機(jī)械手[1-2]�����,選用PLC作為主控制器���,實(shí)現(xiàn)注塑機(jī)中塑料制品取出[3]。注塑機(jī)專用機(jī)械手實(shí)現(xiàn)手臂伸出—手臂下降—吸盤吸取—手臂上升—手臂縮回—手臂下降—吸盤松開—手臂上升等動(dòng)作配合注塑機(jī)完成注塑生產(chǎn)����。
1.系統(tǒng)硬件設(shè)計(jì)
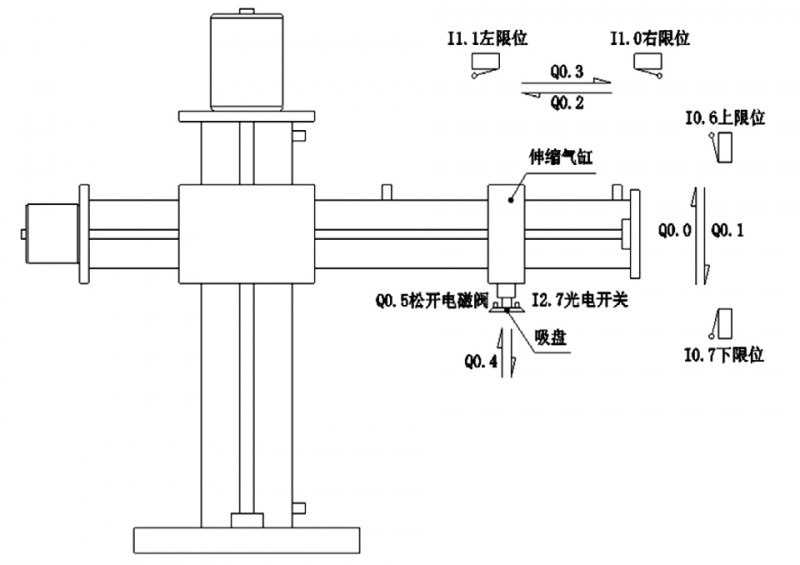
注塑機(jī)機(jī)械手主要是配合注塑機(jī)完成注塑生產(chǎn)����,對精度要求相對較低��,選擇三相異步電機(jī)作為驅(qū)動(dòng)電機(jī)��,位置控制通過限位開關(guān)實(shí)現(xiàn)��。因塑料制品重量輕但易損壞��,選擇吸盤而不是硬件夾緊的方式抓取工件�,不僅動(dòng)作迅速�����、結(jié)構(gòu)簡單�����,還可以有效地避免了夾損工件����。同時(shí)吸盤的抓取處設(shè)有光電傳感器,主要用來檢測是否成功吸取或者釋放工件���。注塑機(jī)機(jī)械手的硬件設(shè)計(jì)如圖1所示���。
圖1 注塑機(jī)專用機(jī)械手的硬件
2.系統(tǒng)的軟件設(shè)計(jì)
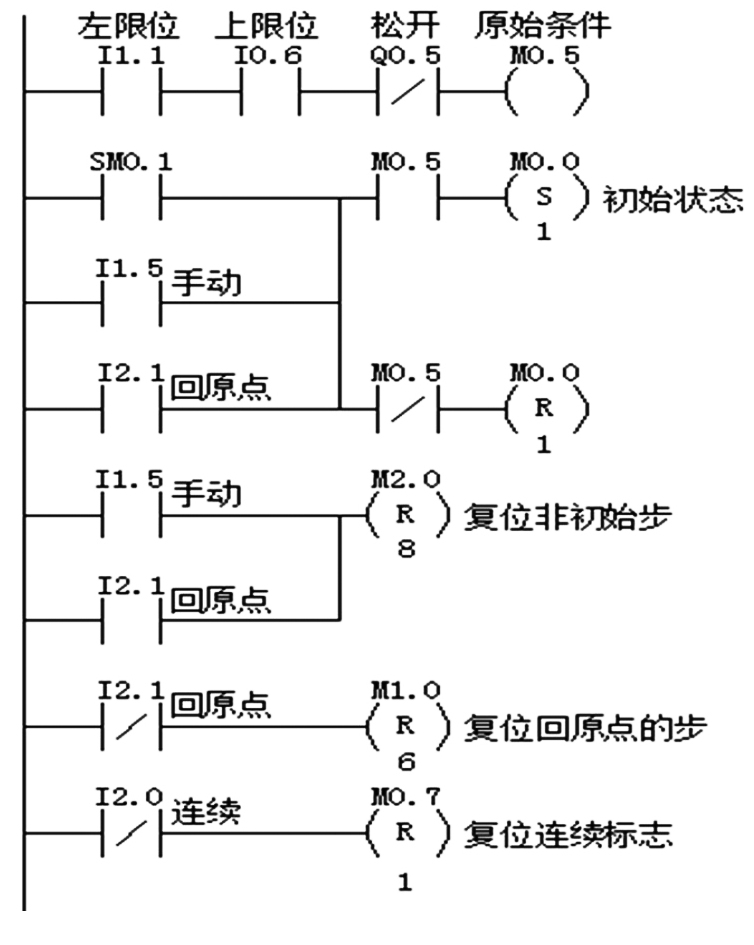
1)公用程序
公用程序主要完成初始化����,并負(fù)責(zé)手動(dòng)�����、自動(dòng)等工作方式切換的協(xié)調(diào)工作����。公用程序如圖2所示,主要實(shí)現(xiàn)以下功能:①在自動(dòng)工作方式下���,必須從原點(diǎn)位置開始執(zhí)行�,若不在初始位置����,則自動(dòng)程序不執(zhí)行;②當(dāng)處于手動(dòng)或者回原點(diǎn)工作方式時(shí)�,復(fù)位非初始步即除初始步以外的各步對應(yīng)的位存儲(chǔ)器,確保系統(tǒng)不會(huì)在自動(dòng)切換到手動(dòng)后又返回自動(dòng)工作方式時(shí)存在兩個(gè)活動(dòng)而不出現(xiàn)異常狀況����。
2)手動(dòng)程序
如圖3所示:①電動(dòng)機(jī)的正反轉(zhuǎn)互鎖�����,如機(jī)械手上升與下降互鎖、伸出與縮回��;②位置保護(hù)��,如用限位開關(guān)限制機(jī)械手的升降伸縮范圍����;③安全保護(hù),如通過限位開關(guān)確保機(jī)械手只在高位才能伸縮��;只在最左或最右位置才能上升下降以及松開工件����。
3)自動(dòng)程序
自動(dòng)程序設(shè)計(jì)主要考慮與注塑機(jī)協(xié)調(diào)工作,機(jī)械手收到注塑機(jī)開模完成塑料制品的加工信號(hào)時(shí)�����,開始按照自動(dòng)程序設(shè)計(jì)的動(dòng)作開始執(zhí)行取件工作��,同時(shí)切斷閉模信號(hào),確保機(jī)械手取物的時(shí)候注塑機(jī)不工作�,以確保其安性全。同時(shí)為了避免出現(xiàn)抓取失敗的情況��,通過光電傳感器來檢測物體是否抓取成功��。機(jī)械手的動(dòng)作順序功能圖如圖4所示�。
圖2公用程序
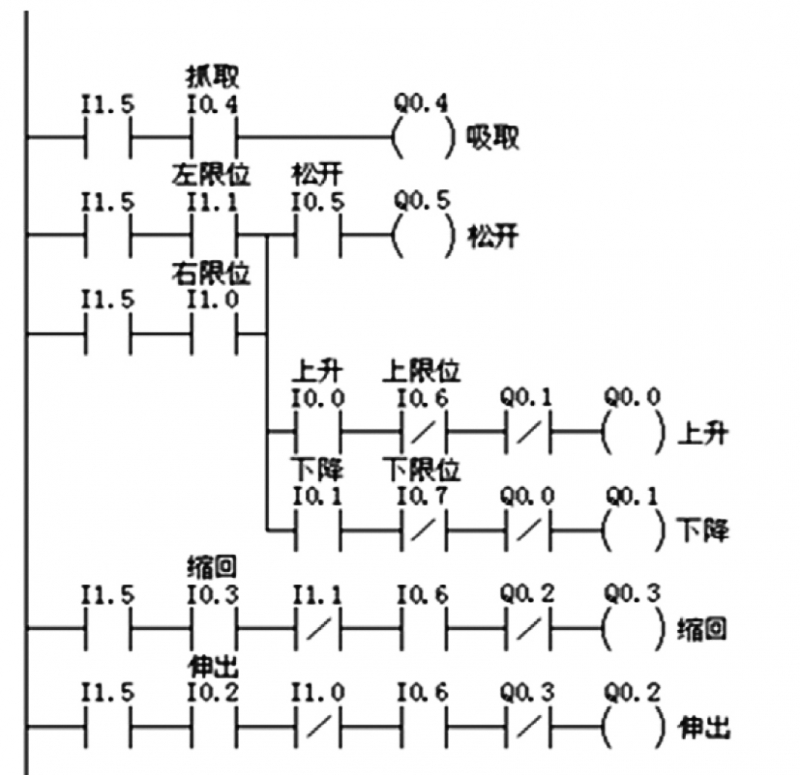
圖3手動(dòng)程序
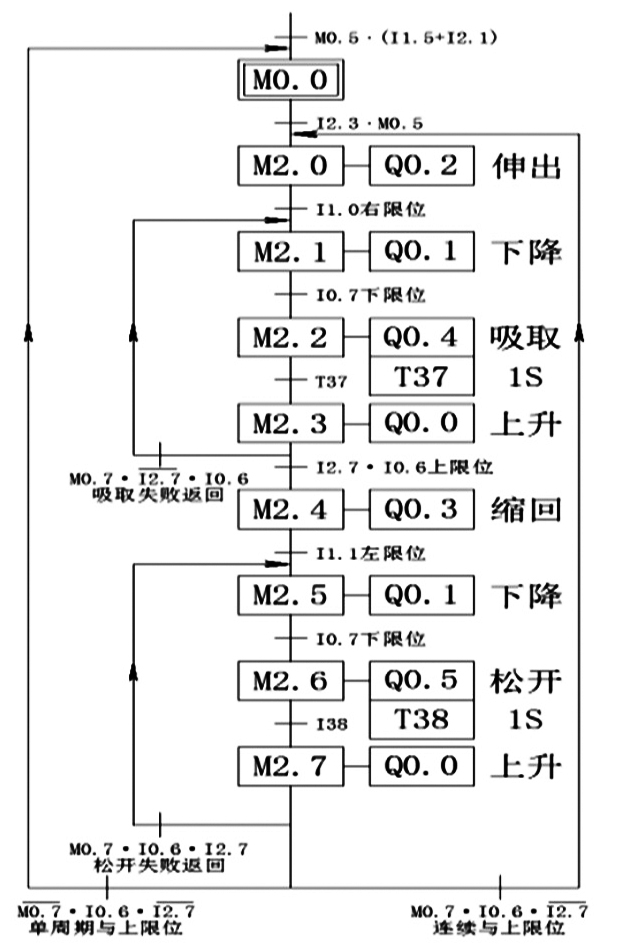
圖4自動(dòng)程序順序功能圖
3.結(jié)束語
本設(shè)計(jì)使用的是注塑機(jī)專用機(jī)械手,采用基于PLC作為主控制器��,具有體積小���、響應(yīng)速度快����、可靠性高���、易于維護(hù)����、并隨時(shí)可依生產(chǎn)工藝的不同要求而隨機(jī)修改等諸多優(yōu)點(diǎn)�,可有效的,完成塑料制品的取出����,實(shí)現(xiàn)自動(dòng)化生產(chǎn)���。
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





