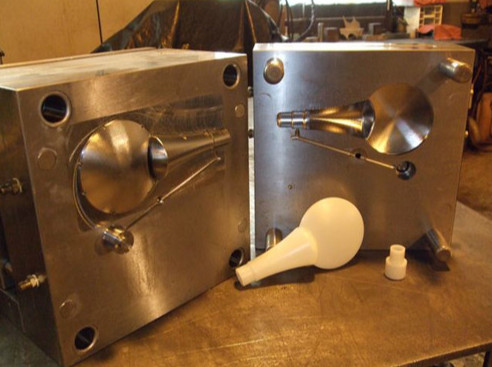
注塑模具由動(dòng)模和定模兩部分組成�,動(dòng)模安裝在注射成型機(jī)的移動(dòng)模板上,定模安裝在注射成型機(jī)的固定模板上��。在注射成型時(shí)動(dòng)模與定模閉合構(gòu)成澆注系統(tǒng)和型腔�,開模時(shí)動(dòng)模和定模分離以便取出塑料制品。
模具的結(jié)構(gòu)雖然由于塑料品種和性能����、塑料制品的形狀和結(jié)構(gòu)以及注射機(jī)的類型等不同而可能千變?nèi)f化,但是基本結(jié)構(gòu)是一致的���。模具主要由澆注系統(tǒng)�、調(diào)溫系統(tǒng)�、成型零件和結(jié)構(gòu)零件組成。其中澆注系統(tǒng)和成型零件是與塑料直接接觸部分�����,并隨塑料和制品而變化����,是塑模中最復(fù)雜,變化最大����,要求加工光潔度和精度最高的部分�����。
澆注系統(tǒng)是指塑料從射嘴進(jìn)入型腔前的流道部分���,包括主流道、冷料穴���、分流道和澆口等。成型零件是指構(gòu)成制品形狀的各種零件����,包括動(dòng)模、定模和型腔����、型芯、成型桿以及排氣口等���。
一����、澆注系統(tǒng)
澆注系統(tǒng)又稱流道系統(tǒng),它是將塑料熔體由注射機(jī)噴嘴引向型腔的一組進(jìn)料通道�����,通常由主流道���、分流道���、澆口和冷料穴組成。它直接關(guān)系到塑料制品的成型質(zhì)量和生產(chǎn)效率�。
1. 主流道
它是模具中連接注射機(jī)射嘴至分流道或型腔的一段通道。主流道頂部呈凹形以便與噴嘴銜接�����。主流道進(jìn)口直徑應(yīng)略大于噴嘴直徑(O.8mm)以避免溢料����,并防止兩者因銜接不準(zhǔn)而發(fā)生的堵截。進(jìn)口直徑根據(jù)制品大小而定����,一般為4-8mm。主流道直徑應(yīng)向內(nèi)擴(kuò)大呈3°到5°的角度,以便流道贅物的脫模�����。
2. 冷料穴
它是設(shè)在主流道末端的一個(gè)空穴����,用以捕集射嘴端部兩次注射之間所產(chǎn)生的冷料,從而防止分流道或澆口的堵塞�。如果冷料一旦混入型腔,則所制制品中就容易產(chǎn)生內(nèi)應(yīng)力�����。冷料穴的直徑約8一l0mm���,深度為6mm。
為了便于脫模�,其底部常由脫模桿承擔(dān)。脫模桿的頂部宜設(shè)計(jì)成曲折鉤形或設(shè)下陷溝槽�,以便脫模時(shí)能順利拉出主流道贅物。
3. 分流道
它是多槽模中連接主流道和各個(gè)型腔的通道����。為使熔料以等速度充滿各型腔,分流道在塑模上的排列應(yīng)成對(duì)稱和等距離分布。
分流道截面的形狀和尺寸對(duì)塑料熔體的流動(dòng)��、制品脫模和模具制造的難易都有影響�����。如果按相等料量的流動(dòng)來說��,則以圓形截面的流道阻力最小�。
但因圓柱形流道的比表面小,對(duì)分流道贅物的冷卻不利���,而且這種分流道必須開設(shè)在兩半模上�,既費(fèi)工又易對(duì)準(zhǔn)��。因此�,經(jīng)常采用的是梯形或半圓形截面的分流道,且開設(shè)在帶有脫模桿的一半模具上�。
流道表面必須拋光以減少流動(dòng)阻力提供較快的充模速度。流道的尺寸決定于塑料品種����,制品的尺寸和厚度。對(duì)大多數(shù)熱塑性塑料來說�,分流道截面寬度均不超過8m,特大的可達(dá)10一12m,特小的2-3m�。在滿足需要的前提下應(yīng)盡量減小截面積,以免增加分流道贅物和延長冷卻時(shí)間����。
4. 澆口
它是接通主流道(或分流道)與型腔的通道。通道的截面積可以與主流道(或分流道)相等�����,但通常都是縮小的���。所以它是整個(gè)流道系統(tǒng)中截面積最小的部分�����。澆口的形狀和尺寸對(duì)制品質(zhì)量影響很大���。
澆口的作用是:
控制料流速度
在注射中可因存于這部分的熔料早凝而防止倒流
使通過的熔料受到較強(qiáng)的剪切而升高溫度,從而降低表觀粘度以提高流動(dòng)性
便于制品與流道系統(tǒng)分離����。澆口形狀���、尺寸和位置的設(shè)計(jì)取決于塑料的性質(zhì)���、制品的大小和結(jié)構(gòu)
一般澆口的截面形狀為矩形或圓形�,截面積宜小而長度宜短��,這 不僅基于上述作用��,還因?yàn)樾部谧兇?nbsp; 較容易�,而大澆口縮小則很困難。澆口位置一般應(yīng)選在制品最厚而又不影響外觀的地方�。澆口尺寸的設(shè) 計(jì)應(yīng)考慮到塑料熔體的性質(zhì)。型腔它是模具中成型塑料制品的空間��。
用作構(gòu)成型腔的組件統(tǒng)稱為成型零件�����。各個(gè)成型零件常有專用名稱��。構(gòu)成制品外形的成型零件稱為凹模(又稱陰模)��,構(gòu)成制品內(nèi)部形狀 (如孔�����、槽等)的稱為型芯或凸模(又稱陽模)。設(shè)計(jì)成型零件時(shí)首先要根據(jù)塑料的性能�、制品的幾何形狀、尺寸公差和使用要求來確定型腔的總體結(jié)構(gòu)����。
其次是根據(jù)確定的結(jié)構(gòu)選擇分型面、澆口和排氣孔的位置 以及脫模方式��。最后則按控制品尺寸進(jìn)行各零件的設(shè)計(jì)及確定各零件之間的組合方式����。
塑料熔體進(jìn)入型腔時(shí)具有很高的壓力,故成型零件要進(jìn)行合理地選材及強(qiáng)度和剛度的校核����。為保證塑料制品表面的光潔美觀和容易脫模,凡與塑料接觸的表面����,其粗糙度Ra>0.32um,而且要耐腐蝕�。成型零件一般都通過熱處理來提高硬度,并選用耐腐蝕的鋼材制造��。
二��、調(diào)溫系統(tǒng)
為了滿足注射工藝對(duì)模具溫度的要求��,需要有調(diào)溫系統(tǒng)對(duì)模具的溫度進(jìn)行調(diào)節(jié)�����。對(duì)于熱塑性塑料用注塑模��,主要是設(shè)計(jì)冷卻系統(tǒng)使模具冷卻���。
模具冷卻的常用辦法是在模具內(nèi)開設(shè)冷卻水通道�����,利用循環(huán)流動(dòng)的冷卻水帶走模具的熱量����;模具的加熱除可利用冷卻水通道熱水或蒸汽外����,還可在模具內(nèi)部和周圍安裝電加熱元件。
三���、成型部件
成型部件由型芯和凹模組成��。型芯形成制品的內(nèi)表面��,凹模形成制品的外表面形狀����。合模后型芯和型腔便構(gòu)成了模具的型腔。按工藝和制造要求��,有時(shí)型芯和凹模由若干拼塊組合而成���,有時(shí)做成整體�,僅在易損壞����、難加工的部位采用鑲件。
排氣口它是在模具中開設(shè)的一種槽形出氣口����,用以排出原有的及熔料帶入的氣體。熔料注入型腔時(shí)���,原存于型腔內(nèi)的空氣以及由熔體帶入的氣體必須在料流的盡頭通過排氣口向模外排出����,否則將會(huì)使制品帶有氣孔、接不良�、充模不滿,甚至積存空氣因受壓縮產(chǎn)生高溫而將制品燒傷�。
一般情況下���,排氣孔既可設(shè)在型腔內(nèi)熔料流動(dòng)的盡頭��,也可設(shè)在塑模的分型面上���。
后者是在凹模一側(cè)開設(shè)深0.03-0.2mm,寬1.5-6mm的淺槽����。注射中,排氣孔不會(huì)有很多熔料滲出��,因?yàn)槿哿蠒?huì)在該處冷卻固化將通道堵死��。排氣口的開設(shè)位置切勿對(duì)著操作人員����,以防熔料意外噴出傷人。此外�����,亦可利用頂出桿與頂出孔的配合間隙,頂塊和脫模板與型芯的配合間隙等來排氣����。
四、結(jié)構(gòu)零件
它是指構(gòu)成模具結(jié)構(gòu)的各種零件�����,包括:導(dǎo)向���、脫模�、抽芯以及分型的各種零件�����。如前后夾板�����、前后扣模板����、承壓板���、承壓柱、導(dǎo)向柱�、脫模板、脫模桿及回程桿等��。
1. 導(dǎo)向部件
為了確保動(dòng)模和定模在合模時(shí)能準(zhǔn)確對(duì)中�,在模具中必須設(shè)置導(dǎo)向部件��。在注塑模中通常采用四組導(dǎo)柱與導(dǎo)套來組成導(dǎo)向不見�,有時(shí)還需在動(dòng)模和定模上分別設(shè)置互相吻合的內(nèi)、外錐面來輔助定位���。
2. 推出機(jī)構(gòu)
在開模過程中�,需要有推出機(jī)構(gòu)將塑料制品及其在流道內(nèi)的凝料推出或拉出��。推出固定板和推板用以夾持推桿����。在推桿中一般還固定有復(fù)位桿,復(fù)位桿在動(dòng)���、定模合模時(shí)使推板復(fù)位�����。
3. 側(cè)抽芯機(jī)構(gòu)
有些帶有側(cè)凹或側(cè)孔地塑料制品�����,在被推出以前必須先進(jìn)行側(cè)向分型�����,抽出側(cè)向型芯后方能順利脫模���,此時(shí)需要在模具中設(shè)置側(cè)抽芯機(jī)構(gòu)���。
4. 標(biāo)準(zhǔn)模架
為了減少繁重的模具設(shè)計(jì)和制造工作量,注塑模大多采用了標(biāo)準(zhǔn)模架��。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





