田延娟
山東電子職業(yè)技術(shù)學院����,山東 濟南 250014
摘 要:針對塑料管材切割過程���,提出一種基于單片機控制的自動切割同時進行校驗的技術(shù)研究方案����。該方案主要基于單片機程序進行切割動作的控制,以紅外傳感為輔助判斷切割動作是否完成�����,從而保證切割動作正常執(zhí)行���。實驗結(jié)果表明:該自動切割系統(tǒng)很好地滿足了切割過程的需求,保證了切割動作的準確度和精確度�,對于塑料管材自動切割技術(shù)的研究有一定指導意義。
關(guān)鍵詞: 單片機�;塑料管材;紅外傳感�����;自動切割
隨著塑料工業(yè)的持續(xù)發(fā)展�����,人們對于塑料產(chǎn)品的質(zhì)量提出了更高的要求�����,而隨著城市化步伐的加快,對于塑料產(chǎn)品的需求也日益增長[1-3]�。為此,我國塑料制品行業(yè)不斷進行產(chǎn)業(yè)結(jié)構(gòu)調(diào)整��、優(yōu)化和轉(zhuǎn)型�����,呈現(xiàn)出蒸蒸日上的發(fā)展趨勢��,但與發(fā)達國家相比��,我國塑料制品生產(chǎn)企業(yè)的制造工藝�、生產(chǎn)效率、產(chǎn)品質(zhì)量仍然存在一定差距����,這些問題有待于進一 步解決,以提高我國塑料企業(yè)的持續(xù)競爭力�。塑料管材是塑料產(chǎn)品的重要組成部分,其制造工藝的發(fā)
展對于塑料行業(yè)非常重要���。而塑料管材制造中的一個重要環(huán)節(jié)就是管材切割��,它屬于管材制造的最后一個環(huán)節(jié)����,直接關(guān)乎產(chǎn)品的外觀和精度[4-5]。本研究提出了一種基于單片機控制的自動切割(同時進行校驗)技術(shù)方案���,該方案的切割動作通過單片機程序進行控制�����,同時以紅外傳感為輔助判斷切割動作是否完成,從而保證切割動作的正常執(zhí)行[6-8]����。
1 系統(tǒng)設計
1.1 設計思路
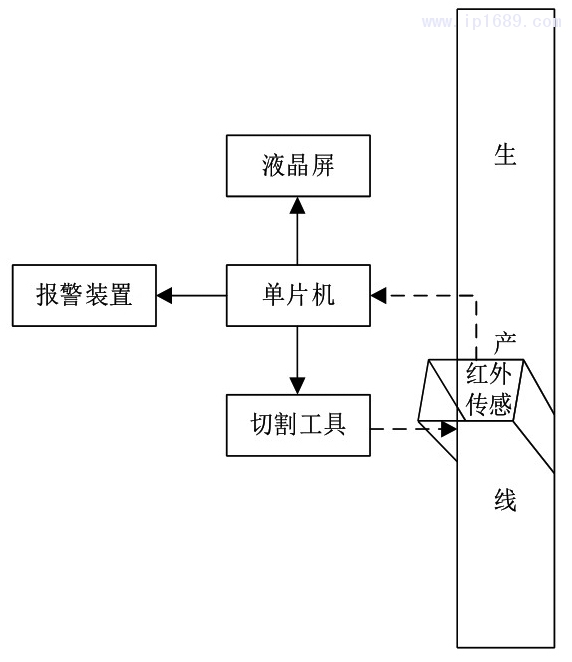
本研究選用易于操作和編程的單片機為系統(tǒng)控制核心,以紅外傳感技術(shù)為檢測方式����,通過液晶 屏與報警裝置的搭配使用實現(xiàn)對自動切割過程的狀態(tài)判斷顯示[9-10]。該自動切割系統(tǒng)的設計原理為:(1)根據(jù)產(chǎn)品設計需求�����,使用單片機進行編程��,控制切割工具進行切割����;(2)切割動作完成之后���,單片機根據(jù)傳回的紅外傳感信號進行動作判斷并在液晶 屏顯示�,若切割正常則發(fā)出指令控制生產(chǎn)線繼續(xù)運 行,并進行下一次切割動作����,若不正常則進行報警。 系統(tǒng)框圖設計如圖1所示�。
1.2 硬件設計
本設計的硬件選型分析包括紅外傳感、單片機��、切割電機�����、液晶屏及報警裝置�。紅外傳感主要用于對切割元件切割處判斷是否切割完成,選取型號為QT30CM的對射式光電開關(guān)紅外傳感器(NPN 三線常開型)��,其工作電壓(直流)為5 V���,無遮擋時輸出信號為低電平�,加1 kΩ上拉電阻即可與單片機進行通信,滿足系統(tǒng)設計需求[11-13]�;單片機選取宏晶公司STC15W4K32S4系列單片機,具有大容量��、 高速度��、低功耗的優(yōu)點����,且采用了高速模數(shù)轉(zhuǎn)換器 (ADC),其性能完全符合系統(tǒng)設計需求[14-15]�����;切割工具通常采用高功率電機����,由于切割精確度的設計要求���,本研究將選取小型步進電機進行設計�,該電機型號為57BYG250B�����,輸出力矩1.2 N·m、輸出電流3 A���,其功率能夠滿足系統(tǒng)設計需求[16]����;報警裝置選取高電平信號觸發(fā)繼電器來模擬報警�;液晶屏主要用來顯示切割動作的狀態(tài),本設計選取LCD12864液晶顯示屏�,其具有操作簡單、控制方便的特點�,滿足系統(tǒng)設計需求[17-18]。
1.3 工作流程設計
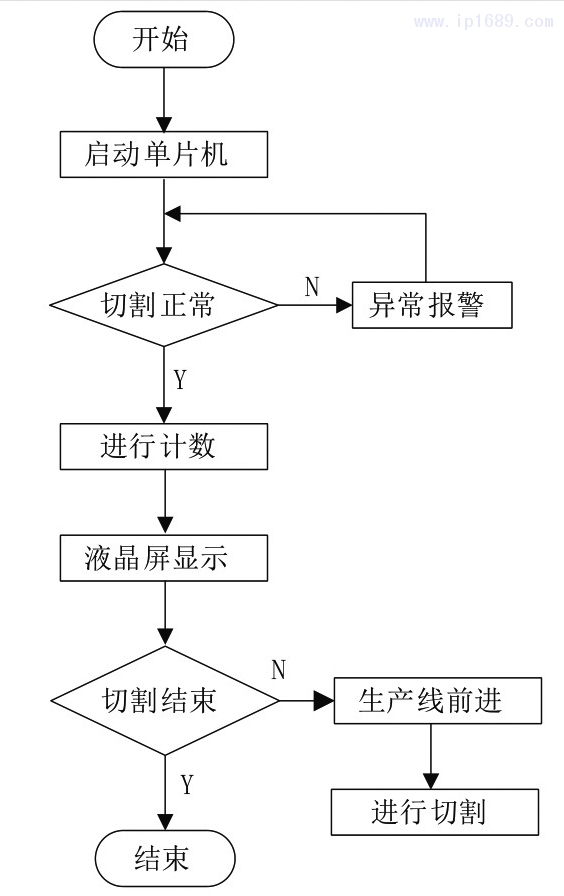
硬件選型后����,對系統(tǒng)工作流程進行設計(如圖2所示):(1)啟動系統(tǒng),單片機開始工作����,連接于單片機輸入端的對射式紅外傳感器向單片機持續(xù)傳送信號,單片機程序根據(jù)紅外傳感信號判斷工件是否就位(即起始端是否到達切割開始位置)�����,判斷正常后開始切割動作��;(2)根據(jù)對射式紅外傳感信號判斷切割動作完成度,當接收到所有傳感器(安裝于工件上下處)的低電平信號時�����,表明工件切割完成�;
(3)每完成一次切割動作,單片機即通過液晶屏對當前狀態(tài)進行顯示�����,同時進行一次計數(shù)�����,并判斷整個管材是否切割完成��,在此過程中若出現(xiàn)切割異常情況����,則會啟動報警裝置����。
2 實驗設計及結(jié)果分析
2.1 實驗設計
在硬件選型與系統(tǒng)流程設計之后,將進行實驗平臺搭建設計���。由于實驗條件的限制�,將選取直徑分別為20、32����、40、50 mm的4種家用塑料PVC管材進行系統(tǒng)可靠性驗證(傳感器組數(shù)根據(jù)直徑分別設為3���、4��、5�����、6)�����;同時每種管材需設置不同的截取長度��,從而通過所獲數(shù)據(jù)對切割系統(tǒng)的精確度進行驗證���。
2.2 系統(tǒng)穩(wěn)定性測試與數(shù)據(jù)分析
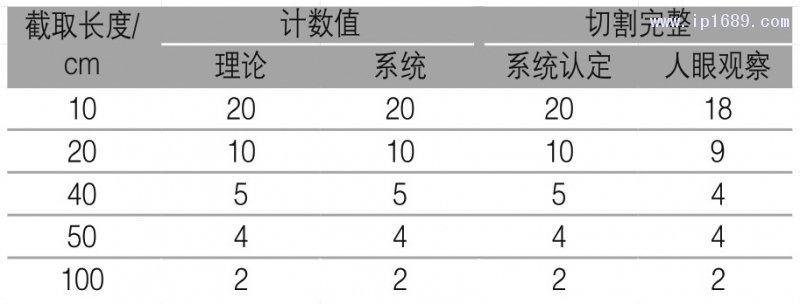
將每組實驗的管材長度均統(tǒng)一為2 m,且進行5種截取長度設置,分別為10�、20、40���、50�����、100 cm�。由于各組實驗的管材截取長度及管材直徑均不相同�����,故需對程序進行不斷修正���,從而驗證不同情況下的系統(tǒng)可靠程度���,結(jié)果如表1~表4所示。
由表1數(shù)據(jù)可知�����,對于直徑20 mm的管材�����,系統(tǒng)計數(shù)值與理論計數(shù)值完全一致�,而系統(tǒng)認定的切割完整(數(shù)量)與人眼觀察的結(jié)果存在一定差異。
由表2數(shù)據(jù)可知�����,對于直徑32 mm的管材���,系統(tǒng)計數(shù)值與理論計數(shù)值完全一致��,而系統(tǒng)認定的切割完整與人眼觀察結(jié)果亦存在一定差異�,且該差異比表1更大���。
由表3數(shù)據(jù)可知��,對于直徑40 mm的管材��,系統(tǒng)計數(shù)值與理論計數(shù)值完全一致��,系統(tǒng)認定的切割完整與人眼觀察結(jié)果存在一定差異���,而該差異比表1、表2更大。
由表4數(shù)據(jù)可知���,對于直徑50 mm的管材���,系統(tǒng)計數(shù)值與理論計數(shù)值完全一致,系統(tǒng)認定的切割完整與人眼觀察結(jié)果存在一定差異���,而該差異比表1�����、表2�、表3更大�����。
以上4組實驗中�,系統(tǒng)對次數(shù)的認定與理論次數(shù)相同,但系統(tǒng)認定的切割完整數(shù)量要高于人眼觀察的結(jié)果��。隨著管徑的增加��,系統(tǒng)認定的切割完整量與人眼觀察結(jié)果的差值明顯增大�����;隨著切割次數(shù)的增加(即切割長度減小)���,系統(tǒng)認定的切割完整量與人眼觀察結(jié)果的差值明顯增大�����。實驗數(shù)據(jù)證明���,系統(tǒng)的判斷明顯優(yōu)于人眼觀察,且系統(tǒng)認定準確率很高�,滿足設計要求。
3 結(jié)論
本設計的自動切割系統(tǒng)能夠滿足塑料管材切割過程的需求�,其切割動作具有良好的準確度和精確度,對塑料管材自動切割技術(shù)研究有一定參考意義�����。
參考文獻:
[1] 法國推出大型泡沫切割機[J]. 新材料產(chǎn)業(yè), 2003(7): 56.
[2] 烏力吉(編譯). 塑料激光切割機[J]. 橡 塑 機 械 時 代, 2007, 19(7): 8.
[3] 劉金龍. 塑料管材切割機的設計[J]. 科技資訊, 2013(4): 114.
[4] 張建均,金梅達,謝細三,等. 塑料管材的切割修邊機: 中國,104128950A[P]. 2014-11-05.
[5] 譚建斌. 基于PLC的醫(yī)療廢棄塑料制品回收處理系統(tǒng)研究[J]. 塑料工業(yè), 2018, 46(10):88-90.
[6] 山東陸宇塑膠工業(yè)有限公司. 塑料管材橫向切割旋轉(zhuǎn)固定裝置:中國, 205111962U[P]. 2016-03-30.
[7] Hout J V,趙雪芹. 激光在移動塑料上切割正圖[J]. 光電子技術(shù)與信息, 1989(5): 33-34.
[8] 秦慶麗. 門窗塑料異型材切割長度不穩(wěn)因素簡析[J]. 科技視界,2011(22): 97-98.
[9] 羅達. 基于兩步法的飲料塑料防盜瓶蓋切割機設計[J]. 機電工程, 2012, 29(7): 814-816.
[10] 朱加茂,彭運秋. 基于VB語言的異型泡沫塑料數(shù)控切割系統(tǒng)的開發(fā)[J]. 機電產(chǎn)品開發(fā)與創(chuàng)新, 2012, 25(5): 169-170.
[11] 王夕舉. 塑料型材牽引切割機氣動系統(tǒng)[J]. 液壓與氣動,1995(3):21-23.
[12] 龔真蕊. 管擠出設備穩(wěn)定滾輪對管徑測量的影響研究[J]. 機械工程與自動化, 2013(3): 118-119.
[13] 張燕青,王騰飛,于云程. 一種自動切管機的設計[J]. 現(xiàn)代制造技術(shù)與裝備, 2018(1): 80-81.
[14] 黃云志. 塑料管道自動切割控制系統(tǒng)的設計[J]. 科技創(chuàng)新與應用, 2017(8): 115.
[15] 王文紅,郭琳. PLC在管材自動行星切割機中的應用[J]. 沙洲職業(yè)工學院學報, 2002, 5(2): 14-16.
[16] 高翔,周立峰. 塑料管材自動切割系統(tǒng)中定長切割和接口增厚功能的實現(xiàn)[J]. 計算機光盤軟件與應用, 2011(14): 56-57.
[17] 黎良田. 塑料管材自動切割控制系統(tǒng)的設計研究[J]. 塑料工業(yè), 2016, 44(10): 53-55.
[18] 韓以倫,邱鵬程,姬光青,等. 基于PLC與液壓的塑料管材自動切割裝置的設計[J]. 制造業(yè)自動化, 2016, 38(6): 90-92, 116.



























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





