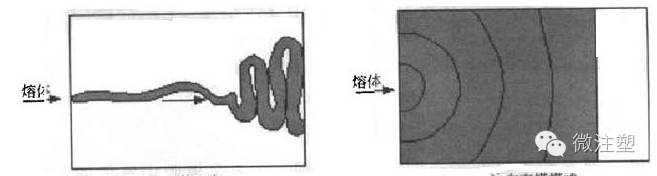
噴射���,又叫噴射痕�、噴射流涎��,是指在制品的澆口處出現(xiàn)的65紉狀的流線����,多在模具為側(cè)澆口時(shí)出現(xiàn)。當(dāng)塑料熔體高速流過(guò)噴嘴�、流道和澆口等狹窄區(qū)域后�,突然進(jìn)入開(kāi)放的�、相對(duì)較寬的區(qū)域后,熔融物料會(huì)沿著流動(dòng)方向如蛇一樣彎曲前進(jìn)����,與模具表面接觸后迅速冷卻。
由于這部分材料不能與后續(xù)進(jìn)入型腔的樹(shù)脂很好地融合��,就在制品上造成了明顯的噴流紋���。在特定的條件下����,樹(shù)脂在開(kāi)始階段以一個(gè)相對(duì)較低的溫度從噴嘴中射出���。接觸型腔表面之前�����,樹(shù)脂的黏度變得非常大���,因此產(chǎn)生了蛇型的流動(dòng)��。接下來(lái)隨著溫度較高的熔體不斷地進(jìn)入型腔,最初的物料就被擠壓到模具中較深的位置處�,因此留下了上述的噴流痕。如圖
噴嘴流涎故障分析及排除方法
1)工藝條件操作不當(dāng)�。
其產(chǎn)生原因及處理品方法如下:
A噴嘴處局部溫度太高。應(yīng)適當(dāng)降低噴嘴溫度����。
B熔料溫度太高。
應(yīng)適當(dāng)降低料筒溫度或縮短模塑周期��,以及在噴嘴內(nèi)設(shè)置濾料網(wǎng)�����。
C料筒內(nèi)的余壓太高���。
應(yīng)適當(dāng)降低注射壓力和減少余壓時(shí)間����,縮短注射時(shí)間����,
D噴嘴孔太大。應(yīng)換用小孔徑的噴嘴�,或使用彈簧針閥式噴嘴和倒斜度噴嘴��。
2)原料潮濕不符合使用要求�。
成型原料水分含量太高���,也會(huì)引起噴嘴流涎��。對(duì)此�,應(yīng)預(yù)干燥原料或使用料斗干燥器�����。
3)熱流道模具設(shè)計(jì)不合理��。
在熱流道模具中����,為了防止噴嘴流涎,應(yīng)設(shè)置可釋放集流腔中殘余應(yīng)力的裝置�����。(文章來(lái)源于網(wǎng)絡(luò))

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













