摘要:文章介紹了高速薄壁注塑在一次性餐盒成型中的應(yīng)用���,分析了聚丙烯高速薄壁專用注塑機(jī)的性能要求,在此基礎(chǔ)上研究了注塑機(jī)的注射����、合模、液壓和控制系統(tǒng)��,實(shí)現(xiàn)一次性聚丙烯餐盒的高速薄壁注塑��,并在企業(yè)中成功應(yīng)用��。
引言
一次性餐盒在餐飲行業(yè)得到廣泛應(yīng)用��,但由于制品缺陷����、質(zhì)量不可靠��、無法有效降解����、白色污染等問題,發(fā)泡和吸塑成型的一次性餐盒�����,逐步被市場(chǎng)淘汰[1]。采用注塑成型的餐盒逐漸成為同類市場(chǎng)的主力產(chǎn)品�,注塑成型的餐盒采用食品級(jí)透明聚丙烯,具有極好的機(jī)械性能和耐熱性能����,制品能在100℃以上溫度進(jìn)行消毒滅菌,在不受外力的條件下��,150℃也不變形���,脆化溫度為-35℃�����,能用微波爐進(jìn)行加熱�����,特別適合加熱飯菜的包裝應(yīng)用��,為此注塑餐盒得到了廣泛應(yīng)用[2]�����。
一次性塑料餐盒產(chǎn)量特大�,要求薄壁,一般為0.4~0.5mm����,以降低單個(gè)餐盒成本,高效率生產(chǎn)要求注塑機(jī)采用機(jī)械手全自動(dòng)工作模式����,產(chǎn)品生產(chǎn)周期短[3]。薄壁模具在通用注塑機(jī)上生產(chǎn)�����,產(chǎn)品無法成型���,注塑周期長(zhǎng),采用德國�����、日本等進(jìn)口設(shè)備價(jià)格高�,高速薄壁專用注塑機(jī)國內(nèi)也有企業(yè)在研制,但產(chǎn)品成型率低���,注射周期較長(zhǎng)效率不高����,機(jī)器高速生產(chǎn)時(shí)工作不穩(wěn)定,為此研究針對(duì)聚丙烯的高速薄壁專用注塑機(jī)對(duì)該產(chǎn)品的注塑技術(shù)發(fā)展具有重要意義�。
聚丙烯產(chǎn)品的薄壁注塑的相關(guān)研究在國內(nèi)外文獻(xiàn)中時(shí)有報(bào)道,主要關(guān)注從薄壁注塑的原材料�、薄壁注塑的模具結(jié)構(gòu)等方面來實(shí)現(xiàn)薄壁注塑成品率的提升。
朱海旭等[4]以聚丙烯塑料餐盒蓋為研究對(duì)象��,對(duì)薄壁扁平結(jié)構(gòu)的產(chǎn)品成型過程展開分析�����,通過Moldflow軟件對(duì)澆口位置��、模具的排氣冷卻方案等進(jìn)行優(yōu)化設(shè)計(jì)��,實(shí)現(xiàn)大批量生產(chǎn)前提下的效率提升與成本降低�。曾輝等[5]就薄壁塑件產(chǎn)品表面縮水問題進(jìn)行了分析,探討了模具與原料對(duì)產(chǎn)品縮水的影響����,最終作者認(rèn)為,設(shè)計(jì)與生產(chǎn)過程是導(dǎo)致產(chǎn)品縮水的關(guān)鍵原因,其中模具結(jié)構(gòu)起主導(dǎo)作用�����。孫健華等[6]基于CAE與DOE技術(shù)對(duì)薄壁塑件的質(zhì)量控制方法進(jìn)行了分析�,特別關(guān)注了薄壁塑件翹曲變形問題,研究了熔體溫度���、模具溫度����、保壓壓力與保壓時(shí)間等對(duì)翹曲變形的影響�,通過對(duì)工藝參數(shù)的優(yōu)化,縮短生產(chǎn)周期的同時(shí)提高了產(chǎn)品質(zhì)量�����。
張楊[7]采用單因素實(shí)驗(yàn)的方法分析注射速度���、模具溫度與熔體溫度對(duì)不同厚度的六翅片薄壁微注塑制品的充填過程�����、形態(tài)結(jié)構(gòu)以及納米壓痕力學(xué)性能的影響。薄壁微注塑制品充填過程的流動(dòng)分析采用UG和MOLDFLOW對(duì)1.0mm,0.5mm與0.2mm3種厚度六翅片微注塑制品進(jìn)行3D實(shí)體建模�,并分析各個(gè)工藝參數(shù)充填過程的影響規(guī)律。結(jié)果表明:微制品充填過程中型腔內(nèi)熔體的流動(dòng)由于分流道效應(yīng)存在流動(dòng)不平衡的現(xiàn)象���。注射速度對(duì)微制品注塑成型過程的熔體速度���、剪切速率的影響比較大,而熔體溫度與模具溫度的影響較小���。速度在型腔的中面最大靠近模壁最小�,而剪切速率在型腔的模壁處最大中面最?��?��;隨著注射速度增大,剪切速率越來越大。
成晨[8]應(yīng)用DOE實(shí)驗(yàn)方法對(duì)影響電鉆外殼注塑成型質(zhì)量的因素進(jìn)行研究�����。余蔚荔[9]對(duì)薄壁塑料制品注塑成型技術(shù)及其亟待解決的問題進(jìn)行分析,提出采用基于Moldflow軟件的薄壁注塑制品成型技術(shù)進(jìn)行數(shù)值分析����,并引入計(jì)算機(jī)輔助工程技術(shù)(CAE)模擬成型過程。采用正交實(shí)驗(yàn)法對(duì)注射壓力、注射速度���、熔料溫度等工藝參數(shù)進(jìn)行優(yōu)化���。結(jié)果表明,在注射壓力143MPa���、注射速度13cm3/s��、熔料溫度272℃的條件下���,獲得最小凹縮值和翹曲變形值,分別為4.324%��,0.1546mm��。
石則滿[10]通過對(duì)薄壁產(chǎn)品特點(diǎn)的分析��,找出生產(chǎn)薄壁產(chǎn)品的設(shè)備應(yīng)該具有的性能特點(diǎn)�����,再通過試驗(yàn)來驗(yàn)證這種分析的科學(xué)性及有效性����,指出生產(chǎn)薄壁注塑產(chǎn)品需要采用高速高壓注塑機(jī)才能實(shí)現(xiàn),國內(nèi)尚無相關(guān)產(chǎn)品應(yīng)用于生產(chǎn)實(shí)踐中����。
同時(shí),北海煉化與中國石化的聚丙烯產(chǎn)品取代國外進(jìn)口材料����,進(jìn)入聚丙烯注塑飯盒生產(chǎn)領(lǐng)域,也被廣泛報(bào)道�����。從材料的角度給出了薄壁注塑一次性飯盒生產(chǎn)的關(guān)鍵影響因素:原材料問題已得到有效解決���。
綜上所述����,原材料與模具結(jié)構(gòu)等都得到了合理���、可靠的解決�����,但在薄壁注塑產(chǎn)品的生產(chǎn)裝備上����,并未得到充分的分析探討與研究。本文將從高速注塑機(jī)的設(shè)計(jì)與方案實(shí)現(xiàn)的角度�����,為聚丙烯薄壁注塑生產(chǎn)一次性餐盒提供有效的裝備方案支撐�。
1聚丙烯高速薄壁專用注塑機(jī)性能要求
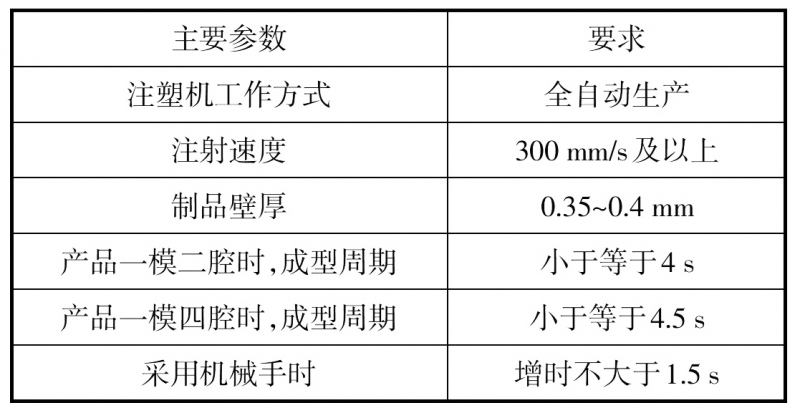
注塑機(jī)要實(shí)現(xiàn)聚丙烯高速薄壁注塑,需滿足以下要求:(1)薄壁注塑���。注射速度要高����,液壓系統(tǒng)回油要快���。(2)高速注塑機(jī)�����?�?s短注塑成型周期��,縮短注射部件的注射時(shí)間和預(yù)塑時(shí)間����,縮短合模部件的開合模時(shí)間和頂出時(shí)間����。(3)提高高速注塑機(jī)的注射壓力。合模力增加�,注塑機(jī)的剛性要好,在保證高速運(yùn)行的同時(shí)�,實(shí)現(xiàn)工作平穩(wěn)可靠。(4)注塑機(jī)高速運(yùn)行時(shí)磨損加劇����,要提高機(jī)器耐用度,改進(jìn)油箱設(shè)計(jì)�,實(shí)現(xiàn)液壓系統(tǒng)的溫度穩(wěn)定。此次設(shè)計(jì)中的主要參數(shù)如表1所示�����。
表1 技術(shù)參數(shù)
2高速薄壁注塑機(jī)的設(shè)計(jì)
2.1優(yōu)化注射部件結(jié)構(gòu)����,提高塑化能力和注射速度
熔體填充模腔時(shí)����,遇冷的模壁形成固化層�����,流動(dòng)通道變窄�,在薄壁注塑時(shí),模壁小于0.5mm���,流動(dòng)通道因固化層消失形成短射��,因此要求注塑機(jī)高速注射���,在固化層不太厚時(shí)填滿模腔。通用注塑機(jī)的注射速度在100mm/s左右��,不能應(yīng)對(duì)薄壁注塑����,應(yīng)增加油泵功率提高注射速度或采用雙泵注射進(jìn)一步提高速度,由于薄壁件的注射量不大�,也可設(shè)計(jì)小直徑螺桿和小直徑注射油缸,使注射速度提高到300mm/s及以上�。
要實(shí)現(xiàn)塑化均勻和高的塑化能力��,最重要的是螺桿結(jié)構(gòu)��,選擇專用聚丙烯螺桿以提高其剪切力得到高的熔融速度����,具有低溫塑化能力����,得到高的混煉溫度�����,在低背壓情況下提高螺桿塑化能力����,實(shí)現(xiàn)塑化均勻。塑化能力與螺桿轉(zhuǎn)速�����、螺桿均化段螺紋深度�����、螺桿直徑有關(guān),在螺桿直徑確定情況下��,螺桿均化段螺紋深度變化不大���,此時(shí)應(yīng)選擇轉(zhuǎn)速較高的預(yù)塑液壓馬達(dá)以提高塑化能力�。設(shè)計(jì)專用加長(zhǎng)噴嘴�、螺桿頭和爪型止逆環(huán),實(shí)現(xiàn)啟閉靈活�,升壓快,注射時(shí)熔料回泄量降至最低�,止逆環(huán)區(qū)域內(nèi)發(fā)熱量保持最低,提高注射部件使用壽命�。
2.2適當(dāng)提高系統(tǒng)壓力,實(shí)現(xiàn)多級(jí)注射控制
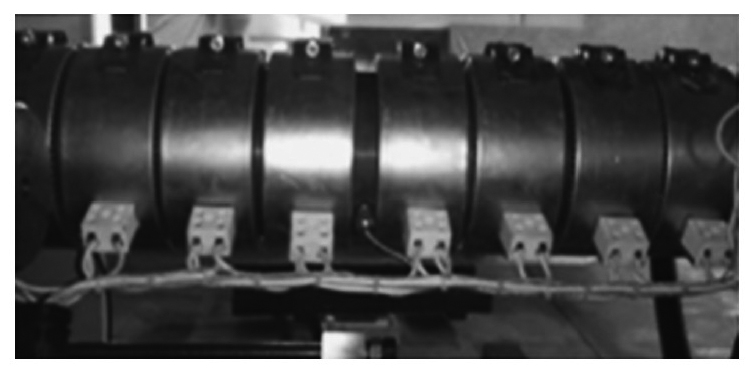
小直徑螺桿和小直徑注射油缸可以提高注射壓力�。為提高制品質(zhì)量,改善注塑缺陷�,適合薄壁制品的長(zhǎng)流程,在注射過程中�,設(shè)計(jì)多級(jí)注射控制,當(dāng)螺桿向模腔內(nèi)推進(jìn)熔體時(shí)����,在不同位置的注射壓力和注射速率均可控。塑化熱能主要來自料筒加熱和螺桿剪切,料筒加熱圈采用陶瓷絕緣材料���,實(shí)現(xiàn)熔融物料溫度波動(dòng)小���,料筒溫度分布合理并控制準(zhǔn)確,陶瓷加熱圈如圖1所示��。射臺(tái)采用線性導(dǎo)軌導(dǎo)向��,底座采用橋式焊接結(jié)構(gòu)�,高速注射時(shí)工作平穩(wěn)(見圖1)。
圖1 陶瓷料筒加熱圈
2.3優(yōu)化合模機(jī)構(gòu)�,實(shí)現(xiàn)注塑機(jī)工作的可靠性
注射壓力提高后�,模腔壓力增加,模板反彈力大���,所需的合模力大��,液壓直壓合模機(jī)構(gòu)比曲肘連桿合模機(jī)構(gòu)的模板變形要小���,但考慮臥式注塑機(jī)的發(fā)展趨勢(shì),仍采用曲肘連桿合模機(jī)構(gòu)��,此時(shí)要求模板有較好的剛性,減少模板變形�����,合模力分布均勻��,合模平行度好����,實(shí)現(xiàn)開閉高速。在設(shè)計(jì)模板和拉桿時(shí)應(yīng)選擇剛性好的材料�,通過布置加強(qiáng)筋,適當(dāng)增加模板厚度����,采用緊湊型的頂出和注射油缸,以減小模板中心孔位的變形��,實(shí)現(xiàn)模板的高剛性����,使模具在高壓鎖緊時(shí)產(chǎn)生的變形小,提高制品精度���。采用比普通注塑機(jī)更高的機(jī)械加工精度和選擇合理的熱處理�,在摩擦副間加裝石墨銅套,在機(jī)器高速開合模時(shí)��,減少摩擦系數(shù)����,提高耐磨性,延長(zhǎng)機(jī)器使用壽命�。通過軟件對(duì)合模部件進(jìn)行運(yùn)動(dòng)分析,確定最佳的響應(yīng)����。餐盒產(chǎn)品高度不高,縮短合模部件的開模行程���,縮短開合模時(shí)間�����,縮短頂出距離,減少頂出時(shí)間��,以提高注塑機(jī)效率�。
2.4優(yōu)化的液壓系統(tǒng),實(shí)現(xiàn)高速注射
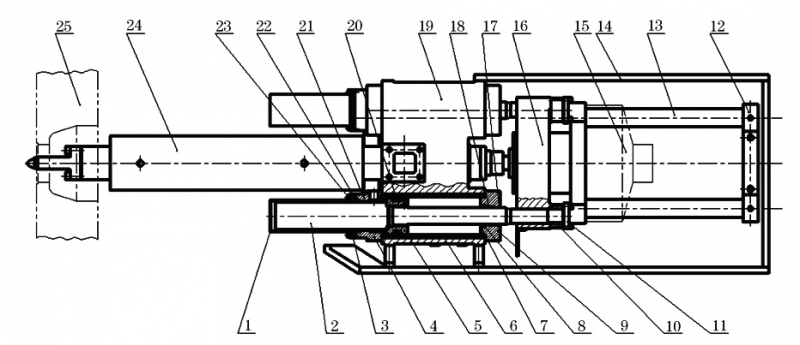
注射速度快��,傳統(tǒng)的注射油缸來不及回油,重新設(shè)計(jì)液壓缸結(jié)構(gòu)���,通過增加后活塞桿實(shí)現(xiàn)液壓系統(tǒng)的快速回油�;采用雙注射油缸�,使注射動(dòng)作更加平衡;采用雙動(dòng)力液壓系統(tǒng)�����,實(shí)現(xiàn)預(yù)塑�����、開模的復(fù)合動(dòng)作�����,以提高其效率�,又可合并動(dòng)力,注射速度大幅度提高���,注射部件示意圖如圖2所示����。液壓系統(tǒng)油路采用硬管提高油路的剛性,采用伺服控制�����,使系統(tǒng)的輸出量(如位移����、速度和力等)能自動(dòng)、快速���、準(zhǔn)確地跟隨輸入量的變化而變化��,與此同時(shí)�����,輸出功率被大幅度地放大�,實(shí)現(xiàn)高速控制��,同時(shí)能節(jié)能����?����?紤]到薄壁制品生產(chǎn)周期短,開合模頻率高����,注塑機(jī)為連續(xù)工作,液壓油溫度會(huì)升高�,選用大油箱,進(jìn)行熱平衡設(shè)計(jì)���,選擇與之匹配的冷卻系統(tǒng)�,必要時(shí)考慮溫度控制和報(bào)警功能��,提高液壓系統(tǒng)的穩(wěn)定性���。
1-雙出桿防護(hù)罩��; 2-雙出桿活塞桿�; 3-防塵圈壓蓋�����; 4-注射前缸蓋���; 5-注射活塞�; 6-注射油缸; 7-彈簧擋圈���; 8-密封圈�����; 9-注射后缸蓋�; 10-注射活塞桿螺母�����; 11-注射活塞桿壓板���; 12-導(dǎo)桿支座��; 13-導(dǎo)桿�; 14-注射防護(hù)罩�����; 15-預(yù)塑馬達(dá); 16-射臺(tái)后板����; 17-防塵圈��; 18-銅套���; 19-射臺(tái)前板���; 20-D-A-S 活塞封; 21-銅套�����; 22-密封圈��; 23-防塵圈�; 24-螺桿料筒組件; 25-前模板
圖2 注射部件示意
2.5優(yōu)化控制系統(tǒng)��,實(shí)現(xiàn)快速響應(yīng)和友好用戶界面
通過改變PLC控制為計(jì)算機(jī)控制�����,提高其高速響應(yīng)�����,實(shí)現(xiàn)手動(dòng)、半自動(dòng)和全自動(dòng)工作模式��,通過輸入變量實(shí)現(xiàn)注塑機(jī)注塑參數(shù)和溫度的過程控制����。采用計(jì)算機(jī)控制后存儲(chǔ)量增大,還可以把常用物料的工藝參數(shù)輸入計(jì)算機(jī)�����,實(shí)現(xiàn)常用塑料注塑工藝推薦值�;實(shí)現(xiàn)一臺(tái)主機(jī)通過網(wǎng)路同時(shí)控制多臺(tái)注塑機(jī),實(shí)現(xiàn)網(wǎng)絡(luò)化管理����。采用觸摸屏操作,實(shí)現(xiàn)用戶界面友好�。
3 結(jié)語
本文以研究聚丙烯高速薄壁成型為應(yīng)用背景,以注塑機(jī)為研究對(duì)象��,提出了一種針對(duì)傳統(tǒng)注塑機(jī)在不使用儲(chǔ)能器的情況下實(shí)現(xiàn)高速薄壁成型的研究����。通過優(yōu)化注塑機(jī)的注射��、合模�、液壓和控制系統(tǒng)�,可以大大提高注塑機(jī)的塑化能力,提高注射速度和壓力�����,提高回油能力�����,實(shí)現(xiàn)高速注射����,優(yōu)化注塑機(jī)的結(jié)構(gòu)��,提高機(jī)器可靠性����,實(shí)現(xiàn)聚丙烯薄壁餐盒的高速生產(chǎn),突破塑料薄壁成型和高速機(jī)壽命短可靠性低的技術(shù)瓶頸��。
當(dāng)然要得到高質(zhì)量的薄壁制品,必須綜合考慮模具�、注塑機(jī)以及成型工藝的因素,以改善制品短射�、翹曲變形和熔接線等缺陷。采用高速薄壁注塑機(jī)注塑CO-PP一次性250mL餐盒���,實(shí)現(xiàn)注塑周期3.8s�,制品壁厚0.45mm��。
參考文獻(xiàn)
[1]劉亞芳�����,王順達(dá)��,牟子平.兩種一次性餐盒生命周期各階段對(duì)環(huán)境的影響比較研究[J].黑龍江科技信息��,2014(9):100-101.
[2]張幫偉.淺析無任何標(biāo)識(shí)的一次性餐盒危害性[J].食品安全導(dǎo)刊�,2017(30):76.
[3]何偉.快速薄壁注塑聚丙烯色粒超標(biāo)產(chǎn)生原因分析[J].廣州化工,2016(5):178-180.
[4]朱海旭�,王金蓮.基于CAE技術(shù)的餐盒蓋疊層熱流道注射模具設(shè)計(jì)[J].裝備制造技術(shù),2016(8):241-243���,246.
[5]曾輝����,張輝,林裕亮�����,等.薄壁塑件表面縮水的原因分析及解決方案探討[J].日用電器����,2017(7):69-73.
[6]孫健華,顧海���,張捷.基于CAE和DOE技術(shù)的薄壁塑件翹曲變形分析及優(yōu)化[J].計(jì)算機(jī)輔助工程,2017(3):40-44.
[7]張楊.等規(guī)聚丙烯微注塑制品的充填流動(dòng)特性�����、形態(tài)結(jié)構(gòu)與納米壓痕力學(xué)性能[D].鄭州:鄭州大學(xué)�����,2017.
[8]成晨.一種基于DOE注塑成型仿真實(shí)驗(yàn)的研究[J].好家長(zhǎng)�����,2016(51):206.
[9]余蔚荔.薄壁注塑制品工藝參數(shù)優(yōu)化研究[J].塑料工業(yè),2016(7):64-66.
[10]石則滿.薄壁件產(chǎn)品對(duì)注塑機(jī)性能要求的研究[J].橡塑技術(shù)與裝備��,2016(20):56-57�,60.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













