摘要:在工業(yè)生產(chǎn)過程中���,特別是在自動化程度高的設(shè)備中,均有一個圖形化界面�,能對設(shè)備運行狀態(tài)進(jìn)行遠(yuǎn)程監(jiān)視與控制。隨著工業(yè)機器人的廣泛應(yīng)用��,在工業(yè)機器人搭建的生產(chǎn)線��,工業(yè)機器人的運行狀態(tài)也必將在圖形化界面中進(jìn)行監(jiān)控�����。在本文中��,采用了ScreenMaker工具實現(xiàn)對工業(yè)注塑機機器人工作站的監(jiān)控。為了討論ScreenMaker界面的功能��,選擇工業(yè)注塑機機器人為被控對象����,工作站的變量與機器人位置狀態(tài)之間的關(guān)聯(lián)與實現(xiàn)等方法在文中被重點討論。
關(guān)鍵詞:ScreenMaker�����;位置與變量��;信號連接���;監(jiān)控
隨著工業(yè)技術(shù)的發(fā)展、工業(yè)機器人在生產(chǎn)中的廣泛應(yīng)用�����、生產(chǎn)狀態(tài)監(jiān)控程度的提高���,人們期望在控制室中能隨時觀看到機器人運行狀態(tài)���、運行位置���、工件生產(chǎn)的數(shù)量統(tǒng)計、乃至整個工廠運行狀態(tài)�,通常通過開發(fā)一個具有遠(yuǎn)程控制、遠(yuǎn)程監(jiān)視等功能的圖形化界面來實現(xiàn)��。圖形化界面的開發(fā)工具現(xiàn)在有很多��,有QtCreator����、WxWidgets、VisualStudio開發(fā)環(huán)境���、.NET編輯等進(jìn)行���。QtCreator使用在嵌入式開發(fā)系統(tǒng)中,VisualStudio包含一個針對C#開發(fā)的預(yù)定義設(shè)置集合和一個針對VisualBasic開發(fā)的預(yù)定義設(shè)置集合����,用于生成ASP.NETWeb應(yīng)用程序、XMLWebServices�����、桌面應(yīng)用程序和移動應(yīng)用程序,ScreenMark是在RobotStudio仿真軟件下用來創(chuàng)建用戶自定義圖形化界面的工具��。
1.圖形化界面工具ScreenMark
圖形用戶界面(GUI)通過將機器人系統(tǒng)的內(nèi)在工作轉(zhuǎn)化為圖形化的前端界面�����,從而簡化工業(yè)機器人的操作�����。如在示教器的GUI應(yīng)用中�,圖形化界面由多個屏幕組成,每個占用示教器觸屏的用戶窗口區(qū)域��。每個屏幕又由一定數(shù)量的較小的圖形組成構(gòu)成�,并按照設(shè)計的布局進(jìn)行擺放���。常用的控件有(有時又稱作窗口部件或圖形組件)按鈕��、菜單����、圖像和文本框�����。
ScreenMaker是RobotStudio仿真軟件下用來創(chuàng)建用戶自定義界面的工具。使用該工具可創(chuàng)建自定義的操作員界面���,編譯完成后可在示教器下監(jiān)控工業(yè)機器人的運行位置��、生產(chǎn)產(chǎn)品的數(shù)量�、生產(chǎn)狀態(tài)等��,使用自定義的操作員界面在工廠實地能簡化機器人系統(tǒng)操作���,操作員界面能在正確的時間以正確的格式將正確的信息顯示給用戶���。ScreenMaker簡單易學(xué),使用ScreenMaker工具無需學(xué)習(xí)Vi-sualStudio開發(fā)環(huán)境和.NET編輯�����,也可創(chuàng)建自定義的示教器圖形界面��。本論文中開發(fā)的圖形化示教器界面如圖1所示���。
圖1.示教器界面
2.RAPID程序與機器人信號之間的關(guān)聯(lián)
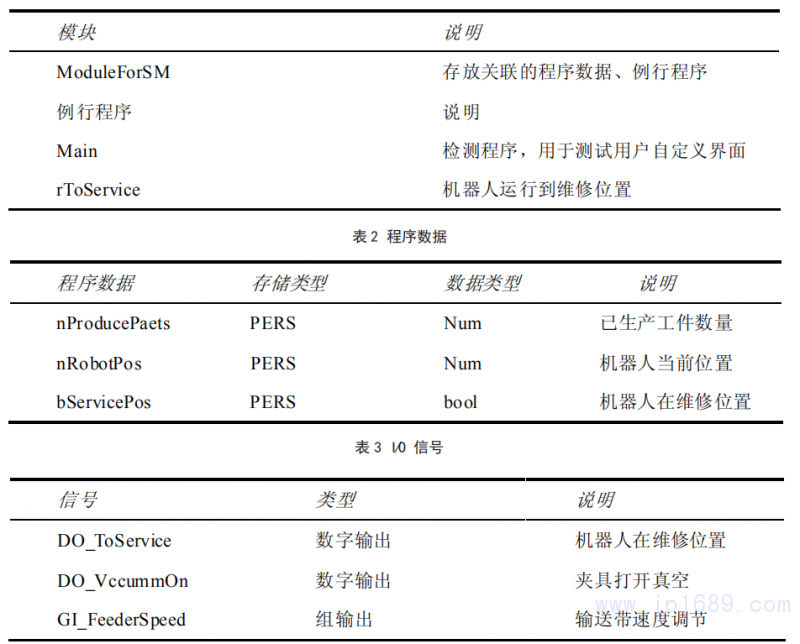
圖形化界面需要與機器人的PAPID程序����、程序數(shù)據(jù)以及I/O信號進(jìn)行關(guān)聯(lián)。為了調(diào)試方便��,一般是RobotStudio中創(chuàng)建一個與真實一樣的工作站�,在調(diào)試完成以后,再輸送到真實的機器人控制器中去��。本論文中程序代碼�����、程序數(shù)據(jù)����、I/O信號見表1、2��、3所示����。
3.注塑機注塑流程設(shè)計及程序?qū)崿F(xiàn)
3.1注塑流程的設(shè)計
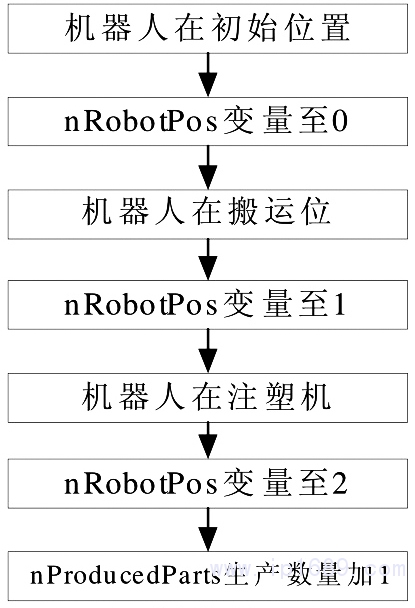
本論文中采用對注塑機加工的過程進(jìn)行監(jiān)控����,注塑機的整個過程如圖2所示���。仿真生產(chǎn)線的流程設(shè)計如下:機器人運行至皮帶,然后提取物料進(jìn)入注塑機����、注塑機模擬加工、機器人從注塑機提取物料放入皮帶�����,注塑機停止運行�,生產(chǎn)產(chǎn)品計數(shù)。
圖2仿真過程流程圖
3.2.注塑程序的編寫
RobotStudio軟件下����,主要是為了對注塑機的運行狀態(tài)進(jìn)行監(jiān)控。注塑機在運行至某一狀態(tài)時�,均需將運行狀態(tài)反饋給示教器圖形化界面控件。其實現(xiàn)通過變量來完成��。由于只對運行位置等狀態(tài)���、產(chǎn)品生產(chǎn)數(shù)量進(jìn)行監(jiān)視�����,程序編寫得相對比較簡單�。位置移動程序采用MoveL或者M(jìn)oveJ指令。MoveL指令為直線運動指令�,指定起點和終點后,則從起點到終點的運動軌跡為直線�����,MoveJ指令則為多關(guān)節(jié)運動�,在指定起點與終點后,運動軌跡的規(guī)劃則完全按照機器人內(nèi)部的算法來規(guī)劃���。下程序中的MoveLTarget_10,v100,z100,tool0\WObj:=wobj0;中���,Target_10即為目標(biāo)點,也即運動的初始點(起點為機器人當(dāng)前位置)����,v100為運動速度,z100為拐角���,tool0為工具坐標(biāo)�����,wobj0為工件坐標(biāo)�,部分程序代碼如下�����。
...........................................................................................................
PERSnumnProducedParts:=624;//定義變量nProducedParts�,賦初值
PERSnumnRobotPos:=2;//定義變量nRobotPos,賦初值PERSboolbServicePos:=TRUE;
..............................................................................................................
PROCmain()
MoveLpHome10,v1500,fine,tGripper;//機器人在Home位nRobotPos:=0;//機器人在Home位時�,變量nRobotPos:=0WaitTime2;
................................................................................................................
MoveJpCovery10,v1500,fine,tGripper;//機器人在搬運位nRobotPos:=1;//機器人在皮帶位時,變量nRobotPos:=1WaitTime2;
..............................................................................................................
MoveJpInMachine,v1500,fine,tGripper;//機器人在注塑機中nRobotPos:=2;//機器人在注塑機中時�,變量nRobotPos:=2WaitTime2;
..............................................................................................................
MoveJpService,v1500,fine,tGripper;nRobotPos:=3;//機器人在注塑機中WaitTime2;
..............................................................................................................
nProducedParts:=nProducedParts+1;//nProducedParts表示生產(chǎn)數(shù)量,每完成一次后生產(chǎn)數(shù)量加1
..............................................................................................................
ENDPROC
..............................................................................................................
PROCrToService()//維修時調(diào)用的rToService()
MoveJpService,v100,fine,tGripper;//移動到維修位bServicePos:=TRUE;
SetDO_ToService;//釋放夾具
Stop;//機器人停止運行
ENDPROC
..............................................................................................................
3.3注塑機器人變量與機器人的位置之間的聯(lián)系
在ScreenMaker界面中可以設(shè)置機器人當(dāng)前位置圖片���,機器人當(dāng)前位置圖片與程序數(shù)據(jù)nRobotPos變量進(jìn)行相關(guān)聯(lián)��,nRobotPos具體定義如下:
nRobotPos=0機器人在HOME點
nRobotPos=1機器人在輸送帶
nRobotPos=2機器人在注塑機中
nRobotPos=3機器人在維修位
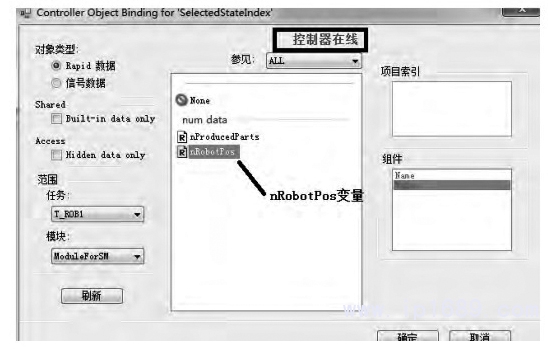
在編程的時候���,在對應(yīng)的位置對nRobotPos這個程序數(shù)據(jù)進(jìn)行賦值,從而使界面作出相應(yīng)響應(yīng)���。在ScreenMake界面的控件中選擇控制器在線�、選擇nRobotPos變量,建立過程的界面如圖3所示���。
圖3.進(jìn)入nRobotPos變量與位置設(shè)定界面
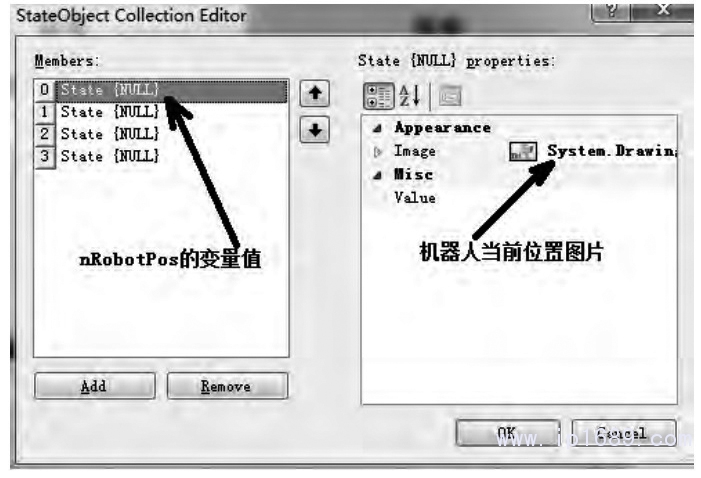
當(dāng)選擇nRobotPos變量后�,在建立nRobotPos的變量值后����,建立nRobotPos變量值與機器人當(dāng)前位置圖片的關(guān)聯(lián)關(guān)系,建立nRobotPos變量與機器人當(dāng)前位置圖片之間的鏈接關(guān)系的界面如圖4所示��。
圖4.nRobotPos變量與機器人當(dāng)前位置圖片的關(guān)聯(lián)
4.圖像效果展示
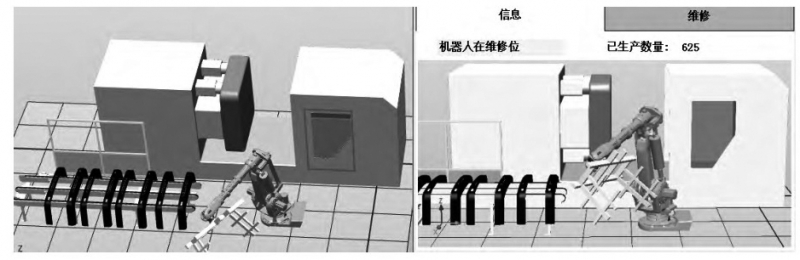
機器人在生產(chǎn)時�����,其生產(chǎn)過程將會實時顯示在示教器界面中��。如圖5所示為機器人系統(tǒng)在維修時監(jiān)控到的畫面����,圖5右側(cè)為仿真工作站機器人停留在維修位中的畫面,圖左側(cè)為示教器界面下監(jiān)控到的機器人在維修時的畫面����,在示教器畫面的上面有文字提示機器人所處位置及生產(chǎn)零件的數(shù)量。
圖5.仿真碼垛搬運效果圖
表1.PAPID程序
5.結(jié)論
在本文中�,探究了ScreenMakerGUI界面下���,工業(yè)機器人運行狀態(tài)監(jiān)控的實現(xiàn)。為了探究其工業(yè)機器人監(jiān)控在ScreenMaker界面下的實現(xiàn)�����,選取了一個注塑機工業(yè)機器人作為被控對象��。由于主要是探究在ScreenMaker界面下��,機器人運動狀態(tài)與RAPID程序中變量的關(guān)聯(lián)關(guān)系���,因此注塑機器人工作站的實現(xiàn)過程相對比較簡單,注塑機器人主要包含三個位置狀態(tài):機器人在HOME點�,機器人在輸送帶,機器人在注塑機�,機器人在維修位。在不同的位置狀態(tài)下�����,nRobotPos具有不同的值�����,在ScreenMaker界面下,不同的值將顯示不同的文字與機器人運行狀態(tài)圖片���。

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





