賀柳操1 ,肖國(guó)華2 ��,沈忠良2 ����,卞 平3
( 1. 湖南機(jī)電職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院,湖南�����,長(zhǎng)沙 410151;
2. 浙江工商職業(yè)技術(shù)學(xué)院現(xiàn)代模具學(xué)院�,浙江,寧波 315012; 3. 湖北工業(yè)職業(yè)技術(shù)學(xué)院機(jī)電工程系�����,湖北���,十堰 442000)
摘要 : 結(jié)合產(chǎn)品的注塑成型過程��,設(shè)計(jì)了一模兩腔兩次分型二板模模具結(jié)構(gòu)���,單個(gè)模腔澆注采用1個(gè)側(cè)澆口進(jìn)行澆注。針對(duì)產(chǎn)品脫模困難問題,設(shè)計(jì)4種脫模機(jī)構(gòu)�,實(shí)現(xiàn)了難脫模特征的脫模,4種機(jī)構(gòu)分別為定模彈簧型針先抽 芯脫模機(jī)構(gòu)����、定模推板斜頂脫模機(jī)構(gòu)、曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu)�、定模油缸抽芯機(jī)構(gòu)。曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu)的設(shè)計(jì)中���,運(yùn)用模具模板的開閉動(dòng)作驅(qū)動(dòng)彎管型芯進(jìn)行旋轉(zhuǎn)抽芯�,實(shí)現(xiàn)了彎管內(nèi)壁的脫模�,合理利用了模具模板的運(yùn)動(dòng)功能,降低了機(jī)構(gòu)設(shè)計(jì)對(duì)模架結(jié)構(gòu)的要求�����,降低了旋轉(zhuǎn)抽芯機(jī)構(gòu)的復(fù)雜性��,有效地節(jié)省了模具制造成本�。
關(guān)鍵詞 : 斜孔抽芯;前模斜頂;彎管抽芯;結(jié)構(gòu)設(shè)計(jì); 注塑模具
0 引言
脫模機(jī)構(gòu)的設(shè)計(jì)是模具結(jié)構(gòu)布局中機(jī)構(gòu)設(shè)計(jì)的重點(diǎn),也是難點(diǎn)[1-5]�,特別是對(duì)于脫模比較困難的產(chǎn)品而言,脫模機(jī)構(gòu)在模 具結(jié)構(gòu)中的布局及機(jī)構(gòu)本身的結(jié)構(gòu)布局�,都需要進(jìn)行較多的結(jié) 構(gòu)創(chuàng)新設(shè)計(jì)[6-9],文章針對(duì)某醫(yī)療導(dǎo)流管頭脫模困難的實(shí)際生產(chǎn)問題�,針對(duì)性地設(shè)計(jì)了1種兩板式冷流道側(cè)邊澆口注塑模具,模具采用假三板模架結(jié)構(gòu)��,分兩次分型打開��。模具結(jié)構(gòu)中��,采用彈簧驅(qū)動(dòng)型針實(shí)現(xiàn)了產(chǎn)品上斜孔的先抽芯脫模�����;通過在定模側(cè)設(shè)置推板推出前模斜頂機(jī)構(gòu)�����,實(shí)現(xiàn)了產(chǎn)品上型腔一側(cè)倒扣孔的先抽芯脫模 ;利用模具主分型面打開的動(dòng)力�����,驅(qū)動(dòng)彎管抽芯機(jī)構(gòu)�����,實(shí)現(xiàn)了產(chǎn)品一端彎管內(nèi)壁的抽芯脫模�;在前模定模板設(shè)置油缸抽芯機(jī)構(gòu)�,實(shí)現(xiàn)了產(chǎn)品一端長(zhǎng)內(nèi)孔壁的抽芯脫模�。脫模機(jī)構(gòu)設(shè)計(jì)中,特別是彎管抽芯機(jī)構(gòu)的設(shè)計(jì)��,機(jī)構(gòu)結(jié)構(gòu)設(shè)計(jì)新穎����,能有效 降低模具的生產(chǎn)制造成本;模具整體布局合理,機(jī)構(gòu)動(dòng)作可靠��,能較好地滿足產(chǎn)品的自動(dòng)化生產(chǎn)要求���,具有較好的設(shè)計(jì)借鑒意義��。
1 塑件特征分析
某醫(yī)療導(dǎo)流管頭產(chǎn)品如圖 1 所示���,產(chǎn)品材質(zhì)采用工程改性塑料合金 ABS + PC,縮水率 0. 5%����;影響產(chǎn)品脫模的特征包括如圖所示的 F1 ~ F5 共5個(gè)特征。F1 ���、F2 為位于左邊的2個(gè)側(cè)孔�����,兩者都為長(zhǎng)距離深孔���,且 F1 為階梯孔,F(xiàn)2 為細(xì)長(zhǎng)孔�;F3 、F4 位于管壁上端����,F(xiàn)3 為短距離孔,F(xiàn)4 為斜孔�����;F5 為細(xì)彎管孔��,彎管扇形角度27°��。以上特征���,都是難脫模特征����,結(jié)合產(chǎn)品的分型設(shè)計(jì), 綜合分析特殊的分型及脫模機(jī)構(gòu)設(shè)計(jì)�����,可以實(shí)現(xiàn)產(chǎn)品的自動(dòng)化注塑生產(chǎn)���。
圖 1 產(chǎn)品結(jié)構(gòu)(單位 : mm)
F1 ~ F5 -特征
2 分型設(shè)計(jì)
結(jié)合產(chǎn)品的特點(diǎn)�����,對(duì)產(chǎn)品進(jìn)行如下的布局及分型設(shè)計(jì)��,如圖 2 所示�,模具采用一模兩腔布局��,單腔的分型設(shè)計(jì)為:(1)主分型面采用 PL1 分型線所在的分型面����,將產(chǎn)品外壁的成型件一分為二,為上��、下成型鑲件�����,即圖中所示的 C1 型芯主鑲件和 C2 型腔主鑲件2 個(gè)成型塊;(2)在 C1 型芯鑲件的側(cè)邊分離出 F1 、F2 2 個(gè)特征的側(cè)抽芯滑塊頭鑲件 I1 ;實(shí)施對(duì) F1 ����、F2 特征的脫模;(3) 在 C2 型腔鑲件上再分割出 I3 、I4 2 個(gè)鑲件�����,用于 F3 ����、F4 特征的成 型與脫模;(4)在 C1 型芯成型鑲件和 C2 型腔鑲件內(nèi)再分割出 I1 滑塊�����,實(shí)施對(duì)產(chǎn)品彎管內(nèi)壁上的 F5 特征的脫模��。產(chǎn)品采用四點(diǎn) 側(cè)澆口方式進(jìn)行澆注���。
圖 2 分型設(shè)計(jì)
(a)分型分區(qū) (b)分型面 3D 圖
F1 ~ F5 -產(chǎn)品特征 PL1 -分型線 C1����、C2 -成型鑲件塊編號(hào) I1 ~ I5 -分割成型鑲件編號(hào)
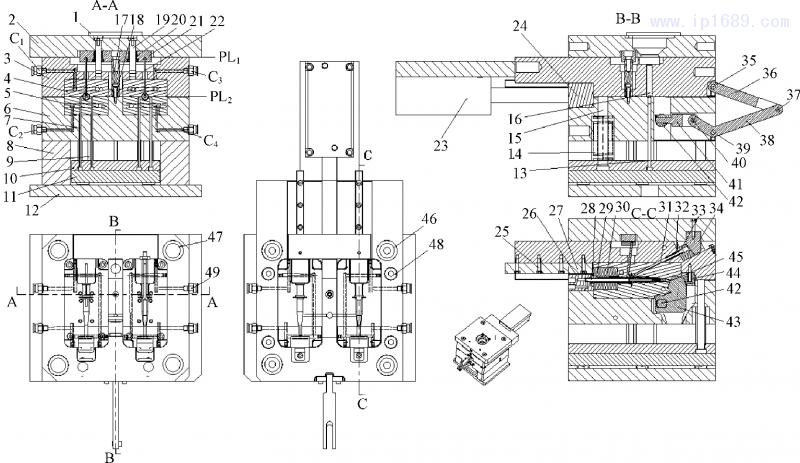
圖 3 模具結(jié)構(gòu)
1 -定位圈 2 -面板 3 -定模板 4 -定模鑲件 5 -動(dòng)模鑲件 6 -動(dòng)模板 7 -頂針 8 -模腳 9 -支撐柱 10 -推板蓋板 11 -推板 12 -底板 13 -拉料桿 14 -復(fù)位彈簧 15 -復(fù)位桿 16 -澆口襯套 17 -拉桿 18 -尼龍扣 19 -前模推板導(dǎo)柱 20 -前模推板導(dǎo)套 21 -前模推板 22 -前模斜頂桿 23 -前模油缸 24 -前?��;瑝K 25 -導(dǎo)軌螺絲 26 -滑塊鑲件 27 -導(dǎo)軌 28 -長(zhǎng)型芯 29 -小型芯 30 -側(cè)鑲件 31 -斜抽芯針 32 -斜型芯彈簧 33 -斜型針滑塊 34 -斜針 滑塊驅(qū)動(dòng)塊 35-定模轉(zhuǎn)銷 36-定模連桿 37-連桿銷 38-動(dòng)模曲連桿 39-動(dòng)模轉(zhuǎn)銷 40- 曲連桿驅(qū)動(dòng)銷 41- 曲連桿驅(qū)動(dòng)滑塊 42-驅(qū)動(dòng)轉(zhuǎn)軸 43-旋轉(zhuǎn)滑塊 44 -旋轉(zhuǎn)滑塊鎖緊塊 45 -彎管型芯 46 -模具導(dǎo)柱 47 -模具導(dǎo)套 48 -定模板限位拉桿 49 -快速水嘴 C1�、C2、C3�����、C4 -水路編號(hào) PL1��、PL2 -模具開模面
3 模具設(shè)計(jì)
依據(jù)上述分型設(shè)計(jì)�����,模具整體結(jié)構(gòu)如圖 3 所示����。模具模架采用龍記標(biāo)準(zhǔn)模架 LKM CI 型標(biāo)準(zhǔn)模架。模具模腔布局為一模兩腔��。模具采用兩板模假三板模架結(jié)構(gòu)����,分兩次分型打開,模具分型面有2個(gè)���,分別為 PL1 和 PL2 ����。澆注系統(tǒng)采用冷流道側(cè)邊澆口澆注,流道開設(shè)于型芯鑲件 5 和動(dòng)模板 6 上��,流道直徑8mm���,側(cè)邊澆口為扇形澆口�����,澆口尺寸為 2 mm ×4 mm × 3 mm;定 位圈 1 和澆 口襯套16采用標(biāo)準(zhǔn)件��,其規(guī)格分別為 LRB120�、SBC20。冷卻采用水冷方式����,冷卻管道直徑采用 8 mm 管道;2 個(gè)型芯鑲件5和2個(gè)型腔鑲件4上單獨(dú)開設(shè) 2 條水路����;長(zhǎng)型芯 28 上單獨(dú)開設(shè)水井式水路進(jìn)行冷卻。
排氣主要采用鑲件間間隙排氣位置���,鑲件間閉合間隙控制 在0. 005 ~0. 015 mm����,以便排氣。單模腔產(chǎn)品的頂出采用四根頂針7進(jìn)行頂出�����,頂針7與型芯鑲件5的上端配合段長(zhǎng)度12 mm�,配合間隙 0. 01~0. 015 mm,頂針中段與動(dòng)模板6的壁孔間隙單邊為 0. 5 mm��,底端與推板11的避空間隙為0. 05 mm����。模具導(dǎo)向由導(dǎo)柱 46和模具導(dǎo)套47的軸套滑動(dòng)配合進(jìn)行導(dǎo)向;導(dǎo) 柱導(dǎo)套有4副��,其中����,針對(duì)模具基準(zhǔn)角位置的導(dǎo)柱導(dǎo)套進(jìn)行了偏心設(shè)計(jì),以防止定模����、動(dòng)模裝配過程中裝錯(cuò)而損壞模具成型零件����。成型的冷卻過程依靠4條環(huán)繞型水路進(jìn)行����,為C1 ~ C4 4 條水路,其中�����,C1 ����、C2 對(duì)應(yīng)于第一模腔的冷卻,C3 ����、C4 對(duì)應(yīng)于第二 模腔的冷卻�;4 條水路的管道直徑一樣,都采用 8 mm 圓形管道�;管道在模板和成型件界面處的密封采用“O”形橡膠圈進(jìn)行密封,橡膠圈的放置槽開設(shè)于模板上����,不能開設(shè)于成型件上��。模具中�����,定模部分設(shè)置3個(gè)特殊的斜向脫模機(jī)構(gòu)���,動(dòng)模部分設(shè)置1個(gè)特殊側(cè)向抽芯脫模機(jī)構(gòu),可以實(shí)現(xiàn)塑件上特殊特征的抽芯脫模����;模具動(dòng)模、定模的動(dòng)作原理為:模具的開模按 PL1 →PL2 依次 分型打開����;結(jié)合圖 2a 中的分型設(shè)計(jì),第一次開模為 I4 斜型芯 (斜抽芯針 31)的先抽芯 ;第二次開模為塑件被 I3 鑲件(前模斜 頂桿 22)從定模鑲件 4 中頂出脫模�,使塑件留在動(dòng)模鑲件5上, 以及動(dòng)模側(cè)2個(gè)特殊滑塊抽芯機(jī)構(gòu)的滑塊鎖緊的解除�����;模具打開后����,動(dòng)模一側(cè)設(shè)置的2個(gè)特殊側(cè)抽芯機(jī)構(gòu)的油缸動(dòng)作����,分別驅(qū)動(dòng)I1成型鑲件(側(cè)鑲件 30)��、I2成型鑲件(彎管型芯45)實(shí)現(xiàn)側(cè)抽芯脫模����,塑件的最后頂出為頂針推板推動(dòng)頂針7 將塑件從動(dòng)模鑲件5上頂出而完全脫模。脫模機(jī)構(gòu)是本模具設(shè)計(jì)的重點(diǎn)和難點(diǎn)��,機(jī)構(gòu)的設(shè)計(jì)如第 4 節(jié)所述��。
4 脫模機(jī)構(gòu)
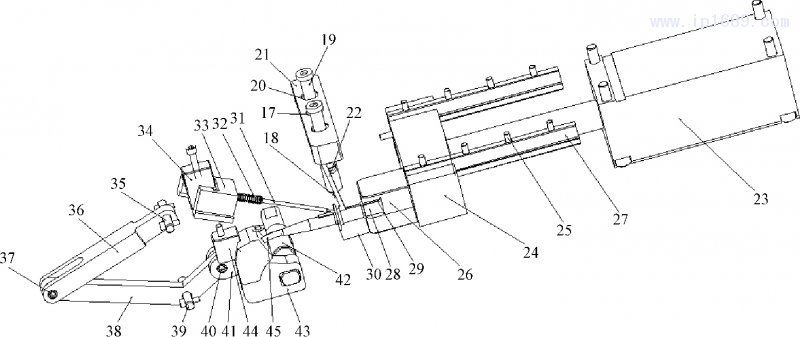
綜上所述���,為實(shí)現(xiàn) F1 ~ F5 特征的脫模�����,依據(jù)第 2 節(jié)所述的 分型布局設(shè)計(jì),采用 4 種不同的脫模機(jī)構(gòu)可以實(shí)現(xiàn)[10- 15] ����。4 種 機(jī)構(gòu)分別為:(1)定模油缸抽芯機(jī)構(gòu)����;(2)定模彈簧型針先抽芯脫模機(jī)構(gòu)�����;(3)定模側(cè)推板斜頂脫模機(jī)構(gòu)���;(4)動(dòng)模曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu)���。各機(jī)構(gòu)的 3D 結(jié)構(gòu)圖如圖 4 所示。
圖 4 脫模機(jī)構(gòu)
17 -拉桿 18 -尼龍扣 19 -前模推板導(dǎo)柱 20 -前模推板導(dǎo)套 21 -前模推板 22 -前模斜頂桿 23 -前模油缸 24 -前?;瑝K 25 -導(dǎo)軌螺絲 26 -滑塊鑲件 27 -導(dǎo)軌 37 -連桿銷 28 -長(zhǎng)型芯 29 -小型芯 30 -小鑲件 31 -斜抽芯針 32 -斜型芯彈簧 33 -斜型針滑塊 34 -斜針滑塊驅(qū)動(dòng)塊 35 -定模轉(zhuǎn)銷 36 -定模連桿 38 -動(dòng)模曲連桿 39 -動(dòng)模轉(zhuǎn)銷 40 - 曲連桿驅(qū)動(dòng)銷 41 - 曲連桿驅(qū)動(dòng)滑塊 42 -驅(qū)動(dòng)轉(zhuǎn)軸 43 -旋轉(zhuǎn)滑塊 44 -旋轉(zhuǎn)滑塊鎖緊塊 45 -彎管型芯
4. 1 定模油缸抽芯機(jī)構(gòu)
機(jī)構(gòu)用于 F1 、F2 特征的先抽芯脫模���,可通過普通型油缸抽芯機(jī)構(gòu)實(shí)現(xiàn)�����,機(jī)構(gòu)整體倒裝于定模板3 一側(cè)�����,其機(jī)構(gòu)組成零件包括件23~件30���;長(zhǎng)型芯28用于F1 特征的成型�,小型芯 29 用于 F2 特征的成型�����。長(zhǎng)型芯 28��、小型芯 29 通過側(cè)鑲件30 合并安裝于滑塊鑲件26上��,通過前模油缸23驅(qū)動(dòng)前?����;瑝K 24���,實(shí)現(xiàn)了產(chǎn)品上 F1 ����、F2 特征的脫模����。機(jī)構(gòu)的動(dòng)作在PL1開啟前完成,便于塑件從定模鑲件4 中被前模斜頂桿22頂出���。裝配過程中�,滑塊鑲件26 安裝于導(dǎo)軌27上���,便于滑塊鑲件26 的靈活抽芯運(yùn)動(dòng)���,滑塊鑲件26設(shè)置楔緊槽,便于閉模時(shí)����,動(dòng)模板上的楔緊塊對(duì)其 進(jìn)行鎖緊,以防止前模油缸23 的鎖緊力不夠�,導(dǎo)致高壓注塑壓力對(duì)長(zhǎng)型芯 28、小型芯29進(jìn)行沖擊時(shí)�,滑塊鑲件 26 出現(xiàn)松退,使塑件產(chǎn)生飛邊缺陷�����。
4. 2 定模推板斜頂脫模機(jī)構(gòu)
機(jī)構(gòu)用于F3特征的成型件-前模斜頂桿22��,在定模鑲件4 內(nèi)的先頂出側(cè)向抽芯�����;可通過定模推板推出機(jī)構(gòu)的結(jié)構(gòu)形式實(shí)現(xiàn),機(jī)構(gòu)組成零件包括件17 ~ 件22����;機(jī)構(gòu)中,前模推板導(dǎo)柱19通過壓板及螺釘緊固安裝于面板2上�,其下端插入定模板 3 對(duì) 應(yīng)的導(dǎo)柱孔內(nèi),以保證其導(dǎo)向的穩(wěn)定性�,其導(dǎo)柱本體通過與前模 推板導(dǎo)套20 滑動(dòng)配合為前模推板21的運(yùn)動(dòng)提供導(dǎo)向。拉桿 17通過螺釘緊固安裝于前模推板21上�,尼龍扣18通過螺釘緊固安裝于動(dòng)模板6上,兩者在閉模時(shí)吸緊�,當(dāng) PL1打開時(shí),尼龍扣18通過吸緊拉桿17拉住前模推板 21���,使其保持靜止����,從而保證 PL1 開模面打開時(shí)��,前模斜頂桿 22 在定模鑲件 4 內(nèi)無相對(duì)頂出 動(dòng)作�。直到模具在 PL2 打開時(shí),由于定模鑲件4 對(duì)塑件的包緊力小于動(dòng)模鑲件 5 對(duì)塑件的包緊力��,從而使塑件在 PL2 開模面 打開時(shí),將留于動(dòng)模鑲件5上�����;與此同時(shí)����,尼龍扣18 拉緊拉桿17��,使驅(qū)動(dòng)前模推板 21 向下推出��,前模推板21通過驅(qū)動(dòng)安裝于其上的前模斜頂桿 22 將產(chǎn)品從型腔鑲件4中同步頂出��,從而實(shí) 現(xiàn) F3 特征在定模鑲件 4 內(nèi)的先頂出側(cè)向抽芯脫模�����。
4. 3 定模彈簧型針先抽芯脫模機(jī)構(gòu)
機(jī)構(gòu)用于 F4 特征的斜向抽芯脫模�����,可通過帶 T 型槽楔緊塊 驅(qū)動(dòng)滑塊實(shí)施斜側(cè)向抽芯的結(jié)構(gòu)形式實(shí)現(xiàn)����,機(jī)構(gòu)的組成零件包 括件31~件34;斜抽芯針31 套裝斜型芯彈簧 32 后,其前端參與 F4 特征的成型�����,尾端安裝于斜型針滑塊33上���,斜型針滑塊33與斜針滑塊驅(qū)動(dòng)塊34通過T型槽滑動(dòng)配合聯(lián)結(jié)����;機(jī)構(gòu)由斜針滑塊驅(qū)動(dòng)塊34在模具的PL1 分型面打開時(shí)驅(qū)動(dòng)斜型針滑塊33實(shí)施抽芯動(dòng)作��,完成F4特征的脫模�。抽芯動(dòng)作時(shí),斜型芯彈簧32反彈輔助斜針滑塊驅(qū)動(dòng)塊34驅(qū)動(dòng)斜抽芯針 31和斜型針滑塊33���;PL1 開模面閉合時(shí)���,則由斜針滑塊驅(qū)動(dòng)塊 34 對(duì)斜型針滑塊33進(jìn)行壓緊鎖緊定位,PL1 打開時(shí)�����,斜型針滑塊33在斜型芯彈 簧32反彈推動(dòng)下由其尾端的滑塊限位螺絲擋住而限位����,以保證復(fù)位時(shí)�,斜針滑塊驅(qū)動(dòng)塊34 能準(zhǔn)確地插入斜型針滑塊33背面的T型槽內(nèi)����,并對(duì)其進(jìn)行復(fù)位驅(qū)動(dòng)。
4. 4 動(dòng)模曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu)
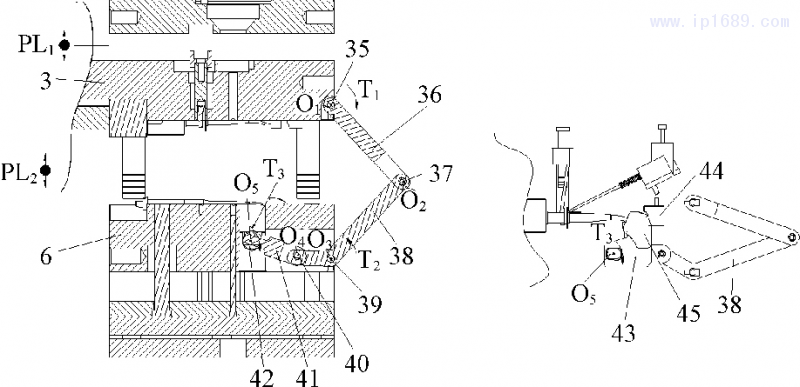
機(jī)構(gòu)用于F5特征的旋轉(zhuǎn)抽芯脫模����,可通過連桿驅(qū)動(dòng)彎管型芯旋轉(zhuǎn)實(shí)施旋轉(zhuǎn)側(cè)向抽芯的結(jié)構(gòu)形式實(shí)現(xiàn)�,如圖 5 所示,機(jī)構(gòu)的組成零件包括件35~件 45�;定模連桿36的上端通過定模轉(zhuǎn)銷35鉸接安裝于定模板3上,定模連桿36的上端可以繞定模轉(zhuǎn)銷35的中心 O1 轉(zhuǎn)動(dòng)�;定模連桿 36 的下端、動(dòng)模曲連桿 38 的上端通過連桿銷 37 鉸接連接���,兩者的轉(zhuǎn)動(dòng)中心為 O2����;動(dòng)模曲連桿 38 的中部通過動(dòng)模轉(zhuǎn)銷 39 鉸接安裝于動(dòng)模板 6 上�,以動(dòng)模轉(zhuǎn)銷 39 的中心 O3 為轉(zhuǎn)動(dòng)支撐點(diǎn);動(dòng)模曲連桿 38 的尾端通過曲連桿驅(qū)動(dòng)銷 40 與連桿驅(qū)動(dòng)滑塊 41 的右端鉸接連接����,兩者的轉(zhuǎn)動(dòng) 中心為 O4 ����;連桿驅(qū)動(dòng)滑塊 41 的左端制成圓柱側(cè)邊削平形狀��,插入驅(qū)動(dòng)轉(zhuǎn)軸 42 的扁平孔內(nèi)���,使驅(qū)動(dòng)轉(zhuǎn)軸 42 發(fā)生轉(zhuǎn)動(dòng)����,驅(qū)動(dòng)轉(zhuǎn)軸 42 的轉(zhuǎn)動(dòng)中心為 O5���;驅(qū)動(dòng)轉(zhuǎn)軸 42 的兩端各緊固連接一個(gè)旋轉(zhuǎn)滑塊 43�,驅(qū)動(dòng)轉(zhuǎn)軸42 繞O5 轉(zhuǎn)動(dòng)�,驅(qū)動(dòng)旋轉(zhuǎn)滑塊 43 轉(zhuǎn)動(dòng),從而實(shí)現(xiàn)彎管型芯 45 的旋轉(zhuǎn)脫模����。
機(jī)構(gòu)工作原理為:模具在 PL2 開模面打開時(shí),定模連桿 36 被動(dòng)模曲連桿 38 拉住����,使其繞 O1 中心�,并朝 T1 方向轉(zhuǎn)動(dòng)����,反之,定模連桿 36 拉動(dòng)動(dòng)模曲連桿38�����,使其繞O3 沿 T2 方向轉(zhuǎn)動(dòng)���, 因而���,動(dòng)模曲連桿 38 可以驅(qū)動(dòng)滑塊 41 在驅(qū)動(dòng)轉(zhuǎn)軸 42 的扁平孔 內(nèi)一邊滑動(dòng)���,一邊繞中心 O5 沿 T3 方向轉(zhuǎn)動(dòng)���,從而使驅(qū)動(dòng)轉(zhuǎn)軸 42 帶動(dòng)其兩端的旋轉(zhuǎn)滑塊 43 轉(zhuǎn)動(dòng),達(dá)到驅(qū)動(dòng)彎管型芯 45 沿 T3 方 向旋轉(zhuǎn)脫模的目的�,實(shí)現(xiàn) F5 特征的彎管抽芯脫模。閉模時(shí)�,由旋轉(zhuǎn)滑塊鎖緊塊 44 對(duì)彎管型芯 45 進(jìn)行鎖緊,以防止因其注塑 轉(zhuǎn)動(dòng)而導(dǎo)致塑件成型失敗����。
圖 5 彎管抽芯機(jī)構(gòu)工作原理
3 -定模板 6 -動(dòng)模板 35 -定模轉(zhuǎn)銷 36 -定模連桿 37 -連桿銷 38 -動(dòng)模曲連桿 39 -動(dòng)模轉(zhuǎn)銷 40 - 曲連桿驅(qū)動(dòng)銷 41 - 曲連桿驅(qū)動(dòng)滑塊 42 -驅(qū)動(dòng)轉(zhuǎn)軸 43 -旋轉(zhuǎn)滑塊 44 -旋轉(zhuǎn)滑塊鎖緊塊 45 -彎管型芯 PL1�����、PL2 -模具開模面 O1 ~ O5 -旋轉(zhuǎn)中心 T1 ~T3 -轉(zhuǎn)動(dòng)方向
5 模具工作原理
模具開模時(shí)�,結(jié)合圖 3�、4、5 所示�,產(chǎn)品的脫模動(dòng)作主要包括 以下幾個(gè)步驟:
(1)注塑完畢。前模油缸 23 先動(dòng)作��,對(duì)長(zhǎng)型芯 28��、小型芯 29 進(jìn)行抽芯驅(qū)動(dòng)�����,先完成 F1 �����、F2 特征的脫模�。
(2)PL1 打開。動(dòng)模后退�,流道廢料從澆口襯套 16 中拔出���, 留于動(dòng)模一側(cè);斜針滑塊驅(qū)動(dòng)塊34驅(qū)動(dòng)斜抽芯針31和斜型針滑塊 33����,完成F4特征的脫模。
(3)PL2 打開��。動(dòng)模繼續(xù)后退���,尼龍扣 18 拉緊拉桿17��,驅(qū)動(dòng) 前模推板21同步后退��,從而推動(dòng)前模斜頂桿 22����,將產(chǎn)品從型腔 鑲件4中頂出�,從而實(shí)現(xiàn) F3 特征的先脫模��。同步地���,動(dòng)模板6 上的動(dòng)模曲連桿 38 被定模連桿 36 拉住�,驅(qū)動(dòng)動(dòng)模曲連桿38 轉(zhuǎn)動(dòng),從而驅(qū)動(dòng)轉(zhuǎn)軸 42 轉(zhuǎn)動(dòng)�,使驅(qū)動(dòng)彎管型芯 45 發(fā)生旋轉(zhuǎn),實(shí)現(xiàn) 了 F5 特征的脫模��。開模過程中����,在 PL2 打開前,模具需滿足 F1��、F2�、F4 特征完成脫離制件的要求 ;PL2 打開后,定模推板斜頂脫 模機(jī)構(gòu)和動(dòng)模曲柄連桿機(jī)構(gòu)同步動(dòng)作�����,完成了 F3 特征的脫模和 F5 特征的脫模�����。
(4)頂出��。分型面完全打開后�,注塑機(jī)頂桿驅(qū)動(dòng)四根頂針7,將產(chǎn)品及流道廢料從型芯鑲件5上頂出�����,實(shí)現(xiàn)產(chǎn)品的完全脫模。
(5)復(fù)位�����。復(fù)位時(shí)����,動(dòng)作過程完全相反,模具閉合�,等待下 一個(gè)注塑循環(huán)過程。
6 結(jié)論
結(jié)合某醫(yī)療導(dǎo)流管頭產(chǎn)品的注塑成型過程���,設(shè)計(jì)了一模兩腔���、4個(gè)側(cè)澆口澆注、兩次分型二板模模具結(jié)構(gòu)���。針對(duì)產(chǎn)品多個(gè)特征的脫模困難問題���,設(shè)計(jì)了4種脫模機(jī)構(gòu)實(shí)現(xiàn)了難脫模特征的脫模�����。4種機(jī)構(gòu)中,包括前模彈簧型針先抽芯脫模機(jī)構(gòu)�、定模側(cè)推板斜頂脫模機(jī)構(gòu)、曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu)���、前模油缸抽芯機(jī)構(gòu)����;模具脫模機(jī)構(gòu)設(shè)計(jì)中����,特別是曲連桿驅(qū)動(dòng)旋轉(zhuǎn)脫模機(jī)構(gòu),充分地利用模具模板的開閉動(dòng)作驅(qū)動(dòng)彎管型芯進(jìn)行旋轉(zhuǎn)抽芯��,實(shí)現(xiàn)了彎管內(nèi)壁的脫模�����,機(jī)構(gòu)無需另外設(shè)計(jì)動(dòng)力機(jī)構(gòu)�,合理利用了模具模板的運(yùn)動(dòng)功能,減小了機(jī)構(gòu)設(shè)計(jì)對(duì)模具模架結(jié)構(gòu)的要求��,降低了旋轉(zhuǎn)抽芯機(jī)構(gòu)的復(fù)雜性,有效地節(jié)省了模具制造成本�����。模具布局合理�����,結(jié)構(gòu)簡(jiǎn)單實(shí)用�,機(jī)構(gòu)設(shè)計(jì)新穎,有較好的設(shè) 計(jì)借鑒意義��。
參考文獻(xiàn) :
[1] 吳晉�,李國(guó)富,邱夢(mèng)寧��,等.轎車左前燈燈座本體注塑模具結(jié)構(gòu)設(shè)計(jì)[J].工程塑料應(yīng)用��,2017��,45 (10) :70 -75.
[2] 高瑾����,周建軍.汽車內(nèi)飾條多行位脫模機(jī)構(gòu)及雙色注塑模具設(shè)計(jì)[J].塑料工業(yè),2016��,44 (12) :55 -58.
[3] 張建卿.L10 面條機(jī)主體蓋前模多重脫模機(jī)構(gòu)及其注塑模具設(shè)計(jì)[J].塑料,2016����,45 (5) :83 -86.
[4] 許傲.斜度頭洗發(fā)液瓶蓋脫模機(jī)構(gòu)及模具設(shè)計(jì)出[J].塑料��,2017�����,46 (4) :102-105.
[5] 王成.薄壁螺紋弧形抽芯塑件的模具結(jié)構(gòu)設(shè)計(jì)[J].中國(guó)塑料��,2014���,28 (9) :97-102.
[6] 卞平.熱流道雙疊層注塑模具設(shè)計(jì)[J].塑料工業(yè)���,2017,45 (10) :65-68.
[7] 曹爭(zhēng).自動(dòng)抽液瓶蓋抽芯機(jī)構(gòu)及模具設(shè)計(jì)[J].模具工業(yè)�����,2017����,43 (5) :47-51.
[8] 黃詩(shī)君,方耀華.鉸鏈?zhǔn)剿芰掀可w自動(dòng)卸螺紋注塑模設(shè)計(jì)[J].工程塑料應(yīng)用,2005��,33 (4) :50 -52.
[9] 汪哲能.醫(yī)用輸液泵體多層式復(fù)合脫模機(jī)構(gòu)與注塑模具結(jié)構(gòu)設(shè)計(jì)[J].工程塑料應(yīng)用����,2017,45 (11) :81 -87.
[10] 張建卿.汽車暖風(fēng)機(jī)下殼體 CAE 優(yōu)化與模具設(shè)計(jì)[J].工程塑料應(yīng)用����,2016,44 (5) :65 -69.
[11] 歐陽(yáng)波儀.汽車儀表罩傾斜式多種脫模機(jī)構(gòu)及其注塑模具設(shè)計(jì) [J].塑料工業(yè)�����,2016��,44 (9) :70 -75.
[12] 徐新華�,鄭子軍,徐生�����,等.油缸浮動(dòng)頂出脫模機(jī)構(gòu)結(jié)構(gòu)優(yōu)化與注塑模具設(shè)計(jì)[J].工程塑料應(yīng)用��,2017���,45 (5) :85 -90.
[13] 許傲��,黃力.醫(yī)用接插頭前模四面抽芯脫模注塑模具設(shè)計(jì)[J].塑料�����,2017�,46 (2) :110 -113.
[14] 王懷奧�����,肖國(guó)華.熟食機(jī)主體殼注塑模具結(jié)構(gòu)設(shè)計(jì)[J].塑料工業(yè)�,2017,45 (11) :79 -84.
[15] 蘇海云�����,安珂�����,郝革紅�����,等.一種新型外抽芯倒脫模結(jié)構(gòu)在車用燈具注塑模具的應(yīng)用[J].輕工科技,2014����,30 (5) :102.


















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













