褚建忠 臺州科技職業(yè)學(xué)院�����,浙江 臺州 318020
摘要:根據(jù)目前汽車密封件在結(jié)構(gòu)和裝配方面的要求��,介紹了PP+TPE一體大型旋轉(zhuǎn)注塑模具的設(shè)計難點����,詳細(xì)分析了模具在運動定位、頂出平衡�����、復(fù)位平衡等方面存在的問題��,對重復(fù)定位系統(tǒng)�、雙澆注系統(tǒng)、頂出與復(fù)位自動調(diào)整機構(gòu)分別進行了創(chuàng)新設(shè)計����。該項技術(shù)不但實現(xiàn)了PP+TPE一體產(chǎn)品自動生產(chǎn),而且提升了產(chǎn)品的質(zhì)量穩(wěn)定性�。該項技術(shù)也可推廣到其他雙料一體的注塑模具的開發(fā)上。
關(guān)鍵詞: 重復(fù)定位系統(tǒng); 雙澆注系統(tǒng); 頂出與復(fù)位自動調(diào)整機構(gòu)
01 國內(nèi)外研究情況
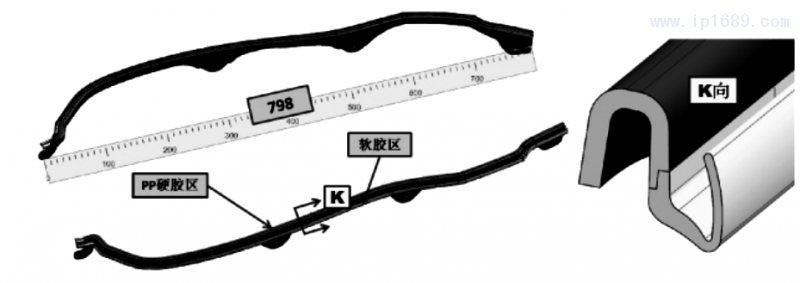
由于汽車外飾件通常需要與內(nèi)部的各種加強骨架或鈑金件配合���,經(jīng)常需要兼顧安裝強度與密封的功能��,如車前后門密封條��、天窗骨架等�����。要實現(xiàn)這些應(yīng)用功能����,傳統(tǒng)的做法是先將硬質(zhì)塑件安裝后再裝軟質(zhì)塑件,或者是將獨立的硬質(zhì)塑件與軟質(zhì)塑件裝配好后再一起裝配到汽車上�����,但無論哪一種都存在較大的裝配誤差��,達不到與日俱進的應(yīng)用需求�,影響汽車的整體質(zhì)量[1-3]。
相比之下�����,PP(聚丙烯)+TPE(熱塑性彈性體)雙料一體產(chǎn)品既具有硬膠的裝配剛性�����,又具有軟膠的密封性能�����,能滿足實際應(yīng)用的各種需求����,但需對產(chǎn)品模塑化的設(shè)計方案與工藝進行改造。根據(jù)產(chǎn)品結(jié)構(gòu)的特點��,要求硬膠在不脫離模腔的情況下實現(xiàn)二次注塑�,這就需要模具采用旋轉(zhuǎn)式二次合模的成型方案,也就要求模具具有高精度的二次合模定位精度���、低壓力注塑軟膠的工藝保障以及多型腔單側(cè)頂出平衡的有效控制等�����。目前 PP+TPE一體產(chǎn)品所用的大型旋轉(zhuǎn)高精密雙料一體密封件注塑模具方面��,由于其技術(shù)含量比較高���,到目前為止中國市場上凡高端車型的雙料一體模具均從國外進口,趕超國外仍是國內(nèi)模具行業(yè)相當(dāng)長時期內(nèi)的主要目標(biāo)[4-6]��。
02 PP+PTE雙料一體大型旋轉(zhuǎn)高精密封件注塑模具開發(fā)
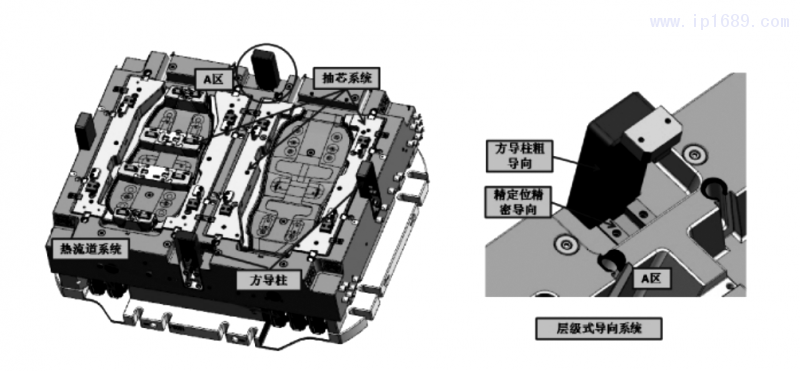
經(jīng)過本項目的開發(fā)后�,該大型旋轉(zhuǎn)高精密雙料一體密封件注塑模具在模具壽命、產(chǎn)品精度等方面接近或部分達到國外同類產(chǎn)品先進水平���,主要指標(biāo)及成本比較如表1所示:
主要技術(shù)指標(biāo)體現(xiàn)在以下六點:
( 1) 型腔表面粗糙度Ra達到0. 8μm標(biāo)準(zhǔn)要求����,兩種材料交接處段差不超過0. 1mm,黏合力不低于7N�。
( 2) 產(chǎn)品無飛邊、毛刺���,澆注熔接痕控制在非可視區(qū)內(nèi)�����,表面光感均勻����。
( 3) 產(chǎn)品安裝孔位尺寸誤差不超過0.1mm���,成品裝車的密封性滿足國家的相關(guān)法律法規(guī)的要求。
( 4) 模具滑塊的滑配間隙保持在0.013~0.018mm��,二次合模的定位精度達到0.02~0.03mm����。
( 5) 模具主材料硬度保持在HRC28~32。
( 6) 模具各處冷卻溫差在10℃范圍內(nèi)���。
為了實現(xiàn)以上技術(shù)指標(biāo)��,本項目開發(fā)從三個方面進行創(chuàng)新設(shè)計���,分別是精密導(dǎo)向與定位系統(tǒng)�����、獨立的雙澆注系統(tǒng)可控注塑�、頂出與復(fù)位平衡自動調(diào)整的新方法�����。
2. 1層級式精密導(dǎo)向與定位系統(tǒng)
大型高精密旋轉(zhuǎn)雙料一體注塑模具最大的技術(shù)難點之一就是模具的重復(fù)定位技術(shù)��。
大型旋轉(zhuǎn)模具在工作過程中��,需要考慮的負(fù)面影響的主要因素有:開模過程中���,定模側(cè)的抽芯滑塊與開模過程同步誤差過大; 大而重的模具在旋轉(zhuǎn)過程所產(chǎn)生的離心力會可能導(dǎo)致模具中心的偏移; 導(dǎo)向系統(tǒng)的加工誤差影響產(chǎn)品的二次定位����,導(dǎo)致硬膠產(chǎn)品在二次合模過程中拉傷����。
根據(jù)對以上負(fù)面因素的分析�,所采用解決方案及相關(guān)模具開發(fā)目標(biāo)如下:
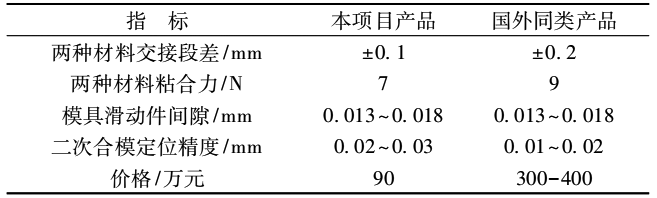
(1)開模過程中�,定模側(cè)的抽芯滑塊與開模過程同步誤差過大
要保證定模側(cè)的滑塊抽芯與開模同步,必須使滑塊有良好的導(dǎo)向系統(tǒng)��、穩(wěn)定的動力系統(tǒng)����、運動過程中的摩擦損耗保護等。一塊大型滑塊長度約940mm�����,質(zhì)量約300kg��,通過對滑塊運動平衡與機床加工精度保障的分析�����,對每一塊大型滑塊均設(shè)計了獨立的導(dǎo)向�,其配合面均設(shè)計了高耐磨的配件予以保護; 滑塊工作時��,在動模側(cè)設(shè)計了啟動拉鉤��,保證了開模的一 瞬間注塑設(shè)備的開模力直接作用于滑塊,而不會因為摩擦力而滯后�,同時在滑塊的底部設(shè)計了氮氣彈簧,保證了滑塊在運動方向上持續(xù)平衡受力�,順利滑動。如下圖2所示��。
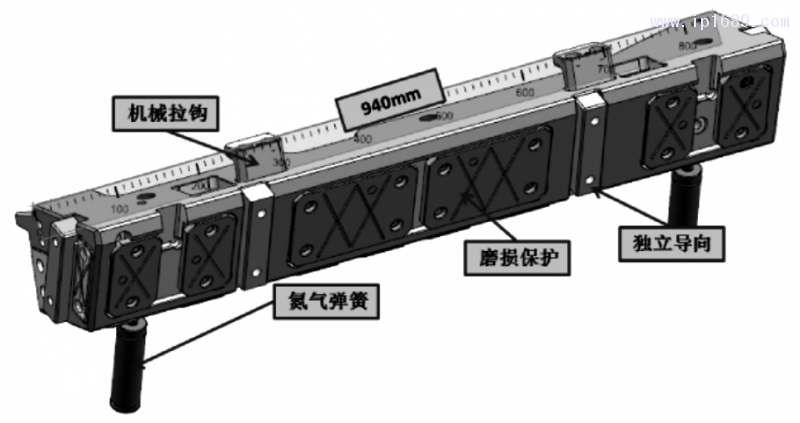
(2)大而重的模具在旋轉(zhuǎn)過程所產(chǎn)生的離心力會可能導(dǎo)致模具中心的偏移在進行模具設(shè)計開發(fā)時�����,所有易產(chǎn)生偏移��、松動的活動件以及相對質(zhì)量較大的零部件(如方導(dǎo)柱�����、熱流道系統(tǒng))等均保留在定模側(cè)�����,有效降低了動模部分的質(zhì)量����,大大降低了動模側(cè)在旋轉(zhuǎn)的過程中所產(chǎn)生的離心力與慣性,保證了動模側(cè)在旋轉(zhuǎn)時的位置誤差不超過0.05mm��,滿足了雙色設(shè)備二次合模時所需的誤差要求 (如圖3所示) 。
(3)導(dǎo)向系統(tǒng)的加工誤差影響產(chǎn)品的二次定位��,導(dǎo)致硬膠產(chǎn)品在二次合模過程中拉傷大型模具在制造加工��、研配�����、使用過程中均存在誤差�����,特別是在實際量產(chǎn)過程中�����,由于模具處于高頻工作狀態(tài)����,細(xì)小的誤差都會逐漸加重零部件的磨損,最終導(dǎo)致失效��。因此在模具設(shè)計開發(fā)過程中��,結(jié)合了方導(dǎo)柱與精定位的導(dǎo)向特點���,在導(dǎo)向系統(tǒng)上雙重應(yīng)用���,使模具在合模的過程中導(dǎo)向先粗后精,具有自動調(diào)節(jié)的功能��,有效保護了合模的同向性精度要求����,開模則與這個過程相反。通過層級式的精密導(dǎo)向與定位系統(tǒng)�����,有效保證了模具工作的持續(xù)穩(wěn)定性與生產(chǎn)精度���,提高了產(chǎn)品的生產(chǎn)質(zhì)量(如圖3所示)�����。
2. 2 設(shè)計了獨立式雙澆注系統(tǒng)
由于所注塑的兩種材料特性不同�����,如: 收縮率差異���、注塑溫度懸殊�����、注塑壓力需求����、分子結(jié)構(gòu)�、黏度等,因此要求通過流變分析和工藝流程的數(shù)值的模擬來解決這些差異對產(chǎn)品精度的影響以及兩種材料結(jié)合處強度的需求�,即在PP完成澆注后,橡膠澆注能適時與其粘接�����,達到所需的黏度; 同時橡膠澆注的時間損耗不影響PP的成型收縮效果��,保證產(chǎn)品的尺寸精度�����。除此之外��,兩種材料注塑時對模具排氣的需求也因其流動性不同而需采用不同的設(shè)計方案��。為解決這些關(guān)鍵技術(shù)問題,保證產(chǎn)品質(zhì)量和提高生產(chǎn)效率����,這就要求澆注系統(tǒng)能完全按照CAE的分析方案實施�����,各冷卻回路需經(jīng)過分析確認(rèn)各部位的溫度在標(biāo)準(zhǔn)要求的范圍內(nèi)才能應(yīng)用��,同時要求在澆注的末端按CAE分析的結(jié)果設(shè)計排氣����,以輔助澆注系統(tǒng)順利完成澆注。其具體控制方案如下:
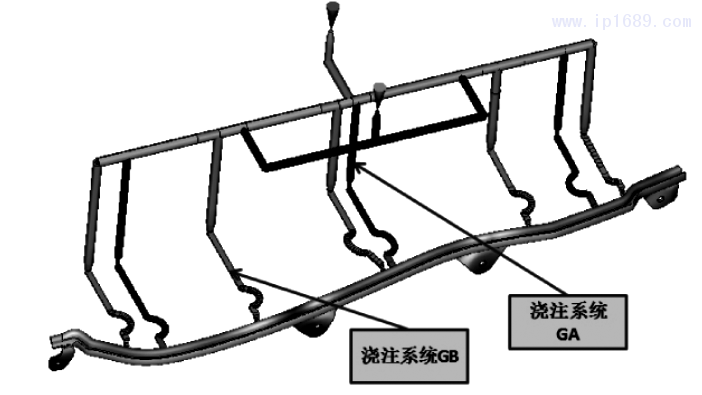
模具在注塑機上工作時���,其一個循環(huán)周期內(nèi)按如下步驟進行: 模具處于合模狀態(tài)�,啟動GA系統(tǒng)澆注硬膠��,在注塑設(shè)備的控制下�,使各澆口同時開啟澆注,并直至硬膠澆注完成��,如圖4所示���。
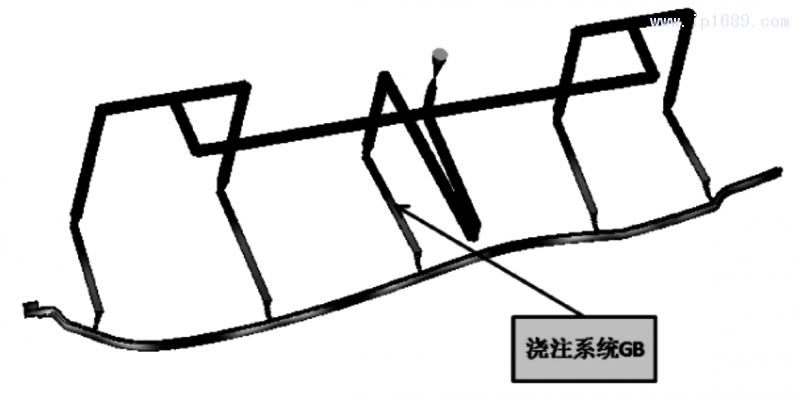
硬膠澆注完成后�,關(guān)閉硬膠注塑系統(tǒng)GA,開模�����,啟動注塑設(shè)備旋轉(zhuǎn)動模側(cè)部分180°��,隨即完成二次合模�����;合模完成后啟動GB系統(tǒng)澆注軟膠����,使G1~G5同時開啟澆注,直至硬膠澆注完成��,如圖5所示�����。
結(jié)束澆注后�����,對模具進行通水冷卻,啟動開模程序�,打開動定模至需求位置,使產(chǎn)品處于能自由頂出的狀態(tài); 啟動頂出系統(tǒng)���,在直頂塊��、斜頂塊等頂出功能件的作用下將產(chǎn)品頂出,最后取件�,完成后進入下一個工作循環(huán)。
2. 3頂出與復(fù)位平衡自動調(diào)整設(shè)計
狹長型產(chǎn)品的平衡頂出是要求頂出系統(tǒng)頂出產(chǎn)品時�����,產(chǎn)品能按設(shè)計的要求���,同步脫離型芯�,各頂出單元的同步誤差不超過±0.03 mm�����。
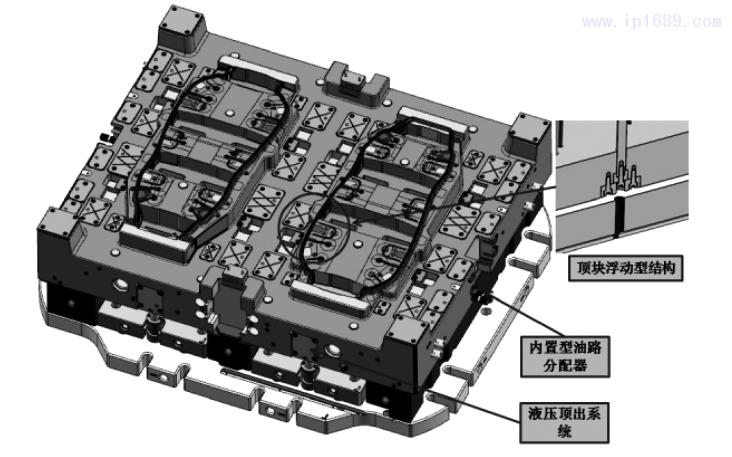
在此技術(shù)要求下���,首先通過對大型不同牌號的鋼材性能研究的基礎(chǔ)上���,通過有限元分析和工藝過程的優(yōu)化�����,保證了頂針板���、復(fù)板以及動模板的變形誤差在可控范圍內(nèi); 其次,鑒于狹長型產(chǎn)品的頂出受力點是依據(jù)產(chǎn)品特征來分布的����,而型芯的工作溫度高于頂針板的工作溫度,因此頂塊在型芯上的軸心位置與頂針板的軸心位置受熱膨脹的影響會發(fā)生偏移��,于是在頂塊結(jié)構(gòu)的設(shè)計上采用浮動式結(jié)構(gòu)�,使頂塊在工作時能隨溫度的變化作隨機調(diào)整,同時設(shè)計了直頂塊定位產(chǎn)品����,解決了產(chǎn)品在頂出時所產(chǎn)生的不定向位移的問題; 第三,模具頂出系統(tǒng)的動力方面�����,由于模具有多達40余件的頂塊,受熱膨脹的影響各異����,并且旋轉(zhuǎn)型雙料一體模具是單側(cè)頂出,因此根據(jù)液壓系統(tǒng)具有可自動調(diào)節(jié)平衡的特點為��,設(shè)計以液壓動力源代替了機械頂動力源�����,并輔以油路分配器���,保證了頂出誤差在±0.03mm,如圖6所示����。頂出系統(tǒng)運動平衡穩(wěn)定,產(chǎn)品在此機構(gòu)的作用下安全脫出動模�,達到預(yù)期的設(shè)計效果。
03 結(jié)論
綜上所述�����,本項目主要創(chuàng)新點為:
采用層級的精密導(dǎo)向與定位系統(tǒng)�����,輔以機械拉鉤與氮氣彈簧,使首次注塑后定模側(cè)大型抽芯塊與開模同步的誤差保持在±0.05mm��,動定模的二次合模誤差控制在±0.03mm��,有效達到了利用大型旋轉(zhuǎn)雙料一體注塑模具所生產(chǎn)的產(chǎn)品其兩種材料的黏合處段差不超過0.1mm的應(yīng)用要求����。
在對PP/TPE材料相關(guān)工藝參數(shù)研究基礎(chǔ)上,通過流變分析和工藝過程的數(shù)值模擬�����,采用獨立的雙澆注系統(tǒng)分別對硬軟膠部分進行可控澆注�,既解決了兩種不同收縮率材料注塑對產(chǎn)品精度的影響,達到了兩種材料結(jié)合處強度的需求�����,又在大型旋轉(zhuǎn)雙料一體模具內(nèi)完成PP/TPE材料塑化成型工藝過程的新工藝�����。
在對大型不同牌號的鋼材性能研究的基礎(chǔ)上���,通過有限元分析和工藝過程的優(yōu)化�,液壓頂出與復(fù)位系統(tǒng)上輔以油路分配器,使作用于狹長產(chǎn)品的各頂塊均具備自動調(diào)整頂出與復(fù)位平衡的功能�,同步頂出誤差在±0.03mm,實現(xiàn)了狹長型產(chǎn)品在彈性型變的的情況下能定向頂出����,且不降低產(chǎn)品的質(zhì)量。
參考文獻
[1]曾文瑜.汽車保險杠冷流道結(jié)合注塑成型工藝CAE優(yōu)化分析[J].塑料工業(yè)��,2016�,44 (3) : 83-88.
[2]洪建明.汽車格柵雙色注射模具熱流道系統(tǒng)的CAE分析與優(yōu)化[J].塑料,2016���,45 ( 2) : 117-120.
[3]吳松琪�,劉斌�,朱訓(xùn)民��,等. 汽車前保險杠注塑模具熱流道熱平衡分析及其優(yōu)化設(shè)計[J].塑料工業(yè)�,2015,43 (12) : 54-59.
[4]蘇金林�����,黃飛,于正云�����,等. 汽車主動進氣格柵葉片安裝支架雙料注射模設(shè)計[J].模具制造���,2019 (4) : 39-44.
[5]劉鑫�,郭恒亞���,黃明.汽車擋風(fēng)玻璃裝飾條對射式雙色注塑模具設(shè)計[J].中國塑料��,2019���,33 (10) : 100-104.
[6]徐超輝,王濤. 汽車閥體零件熱流道雙色注塑模具設(shè)計[J]��,中國塑料���,2019�,33 (3) : 93-96.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





