汪東升���,劉淑梅,鄭贛�,莫壯壯
上海工程技術(shù)大學材料工程學院,上海 201620
摘 要: 針對擠吹線纜架抗支撐能力不足�����、使用過程中產(chǎn)品變形量大等問題����,課題組對含不同加強筋結(jié)構(gòu)的擠吹線纜架在支撐載荷作用下的力學性能進行了數(shù)值仿真研究。利用UG(Unigraphics NX)軟件建立了2種擠吹線纜架的有限元模型����,在受力面上設(shè)計了2種不同的加強筋結(jié)構(gòu);采用正交試驗法設(shè)計L9(43)正交表對其主要設(shè)計參數(shù)進行優(yōu)化分析;仿真計算了擠吹線纜架在支撐載荷下的響應,比較分析了2種不同模型下的應力分布��。實驗結(jié)果表明加強筋的脫模斜度對產(chǎn)品變形量的影響最大����,受力面加強筋的角度對產(chǎn)品所受應力的影響最大��。加強筋設(shè)計為凸起結(jié)構(gòu)時更利于實際生產(chǎn)及產(chǎn)品的使用�。
關(guān)鍵詞: 擠吹成型�;線纜架;正交試驗法����;加強筋;UG(Unigraphics NX)軟件
目前����,隨著吹塑成型技術(shù)的快速發(fā)展,其生產(chǎn)制件已不僅僅限于各類瓶���、桶�、壺等中空軸對稱類包裝容器��,已經(jīng)應用到復雜的汽車制件如風管�����、注水管等工業(yè)零部件[1]���。吹塑從成型方法上可以分為擠出吹塑����、注射吹塑和拉伸吹塑3類,其中擠出吹塑成型技術(shù)憑借著設(shè)備造價低�、操作簡單、成型性能及效率高����、加工方便等特點���,占據(jù)中空吹塑成型制件的75%以上���,成為主流的成型方法?��;诔尚吞攸c�����,中空制品往往力學性能較差����。然而大型的工業(yè)制品,對于制品的力學性能有著更高的要求���。擠出吹塑成型工藝上要求壁厚不能過厚�,否則會導致制品冷卻不充分���,產(chǎn)生冷斑等現(xiàn)象��,造成外觀或結(jié)構(gòu)上的缺陷;而壁厚過薄又達不到強度要求�����。這種情況下通常會對產(chǎn)品的結(jié)構(gòu)進行強化設(shè)計以達到力學性能要求�����,通過查閱資料及對相關(guān)產(chǎn)品進行結(jié)構(gòu)分析����,可知設(shè)計加強筋結(jié)構(gòu)�,可有效提高中空制品的抗壓強度并減少其彎曲變形[2]。目前�,常見的塑料制品加強筋的設(shè)計方法主要是在受力面上設(shè)計多個凸起或凹陷的條狀結(jié)構(gòu)[3]。
課題組以擠吹線纜架為研究對象��,基于線纜架實際使用要求及裝配過程設(shè)計結(jié)構(gòu),對不同形狀�、參數(shù)的加強筋進行抗變形性能力學仿真,對數(shù)據(jù)結(jié)果進行正交試驗分析并獲得優(yōu)化設(shè)計結(jié)果�;對實驗結(jié)果進行驗證,通過優(yōu)化產(chǎn)品及加強筋結(jié)構(gòu)來提高產(chǎn)品力學性能�,對中空儲物式擠吹制品的生產(chǎn)設(shè)計具有參考意義。
01 材料與初始模型靜力分析
1.1擠吹線纜架初始模型建立與材料分析
1.1 擠吹線纜架初始模型建立與材料分析
利用UG(Unigraphics NX)軟件建立了擠吹線纜架的初始模型�,如圖1所示,擠吹線纜架直徑556mm�����,高174mm��,平均壁厚為4mm�。
基于產(chǎn)品成型及使用環(huán)境要求(耐高低溫�,ROHS等級),擠吹線纜架選用材料為Marlex® HHM 5502BN高密度聚乙烯(HDPE)�,其物理性質(zhì)參數(shù)如表1所示[4]。
.2 基于初始模型的靜力學分析
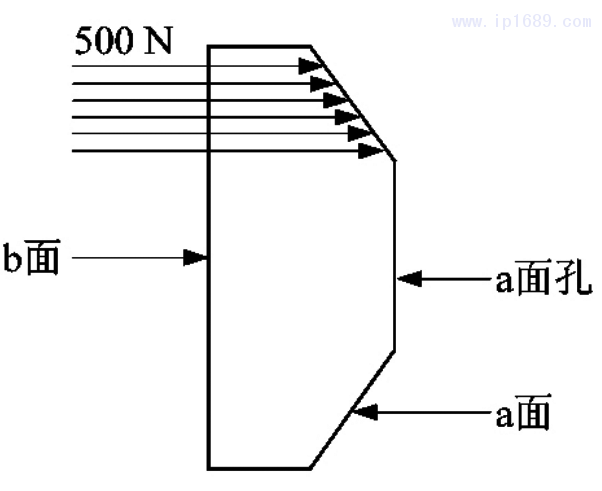
擠吹線纜架的使用過程中�,會通過工裝貫通2個開孔,工裝通過螺絲孔鎖住b面�����,轉(zhuǎn)動工裝使線纜一圈一圈地由a面孔盤入線纜架內(nèi)壁,要求線纜架的a面在線纜架滿載的條件下能夠承受500N的支撐力����,如圖2所示,在使用Workbench進行力學分析時���,將b面與工裝接觸部位設(shè)置為固定約束���,a面為受力面,施加均勻載荷��,大小為500N�。
使用Workbench進行變形量的求解,如圖3和圖4所示��,得到在實際使用中a面出現(xiàn)了較大變形����,變形量最大處為5.48mm,應力最大處為4.31MPa[5]�。根據(jù)產(chǎn)品的使用特性,該部位為線纜裝配入口���,處于受力集中區(qū)易發(fā)生斷裂��,變形量較大影響裝箱運輸及二次使用����,因此需要在此區(qū)域設(shè)計加強筋結(jié)構(gòu)以提升其力學性能。
02 擠吹線纜架加強筋結(jié)構(gòu)的設(shè)計及優(yōu)化
2.1 含加強筋結(jié)構(gòu)的擠吹線纜架模型的建立
在吹塑成型工藝中���,根據(jù)成型特性�,需遵循吹塑拉伸比不超過1.2的規(guī)則來進行產(chǎn)品的設(shè)計����,即本產(chǎn)品中加強筋的高度要小于寬度的1.2倍,否則在產(chǎn)品吹氣成型時會導致壁厚太薄甚至拉伸脹破�����,如圖5所示���。同時加強筋的兩邊必須加上脫模角及脫模斜度以便脫模,底部相接產(chǎn)品位置必須加上圓角以消除應力集中現(xiàn)象[6]��。結(jié)合本產(chǎn)品的尺寸及生產(chǎn)成本���、成型工藝及修模難易程度等�����,按照圖6中的結(jié)構(gòu)均勻分布12根加強筋�����,加強筋的深度為9.27mm�����,長度為110mm[7]���。
2.2 優(yōu)化方案設(shè)計
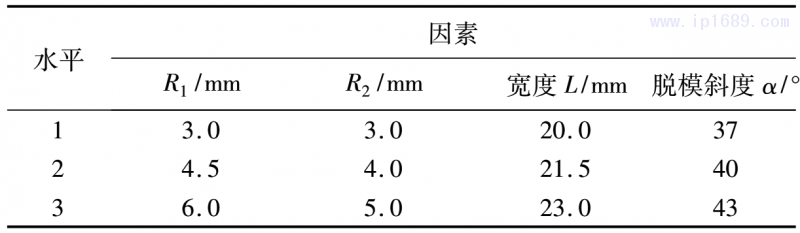
基于塑料制品加強筋的設(shè)計規(guī)范�����,結(jié)合本產(chǎn)品的實際生產(chǎn)工藝��、使用要求及修模成本�,以加強筋的寬度L��、半徑R1�����、半徑R2、脫模斜度α共4種因素設(shè)計正交試驗[8]���,加強筋結(jié)構(gòu)參數(shù)如圖7所示���。每個因素設(shè)計3水平,制作L9(43)正交表如表2所示�。
2.3 方案優(yōu)化結(jié)果分析與驗證
2.3.1優(yōu)化方案結(jié)果分析
根據(jù)L9(43)正交試驗表分別對不同加強筋參數(shù)的擠吹線纜架建模及受力分析,對得到的最終變形量進行極差分析����,找出對擠吹線纜架受力性能最佳的加強筋參數(shù)組合[9],最終結(jié)果如表3所示�。
由表3可以看出,加強筋各參數(shù)對變形量大小影響程度依次為寬度����、脫模斜度、R1�����、R2�����,即C>D>A>B�����,實驗參數(shù)最佳方案為A3B1C3D3�����。
對得到的最終應力進行極差分析����,結(jié)果如表4所示。
加強筋各參數(shù)對應力大小影響程度依次為R1���、R2�、脫模斜度�、寬度,即A>B>D>C��,實驗參數(shù)最佳方案為A3B1C2D1�����。
可以看出因素C對變形量的影響程度最大,因素D對變形量的影響程度大于對應力的影響程度���,結(jié)合對擠吹線纜架模型優(yōu)化的目的主要是為了減少變形量[10]�,選擇參數(shù)組A3B1C2D3����,即R1為6mm、 R2為3mm����、脫模斜度為21.5°、寬度L為43mm��。
2.3.2優(yōu)化方案結(jié)果驗證
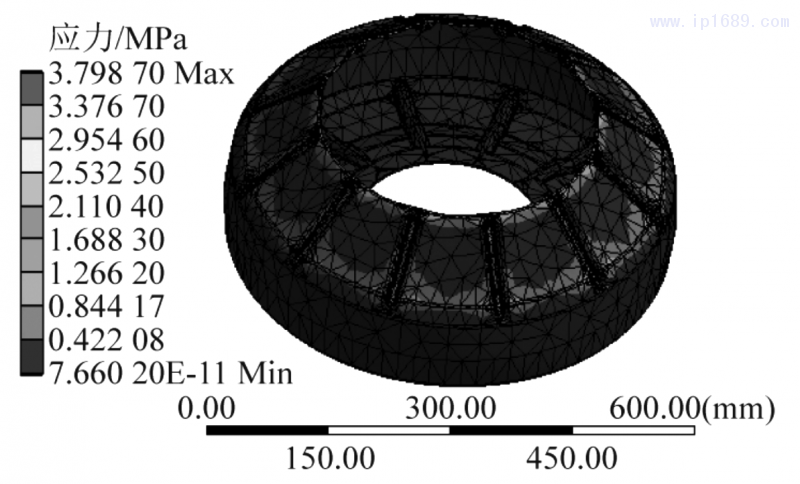
用優(yōu)化方案的加強筋參數(shù)對產(chǎn)品模型優(yōu)化修改�����,并將模型導入到Workbench中進行靜力學分析[11]��,得到的應力和變形量結(jié)果如圖8和圖9所示�����。優(yōu)化加強筋的參數(shù)后的擠吹線纜架在使用環(huán)境下受到的最大應力為3.79MPa���,最大變形量為4.45mm�����。較無加強筋結(jié)構(gòu)的初始模型的最大應力及最大變形量分別減少了12%和18%��。較大程度地提高了擠吹線纜架在產(chǎn)品裝配過程中的力學性能�����。
03 改變加強筋設(shè)置方式的擠吹線纜架結(jié)構(gòu)及靜力學分析
3.1 通過改變加強筋方向得到的擠吹線纜架結(jié)構(gòu)
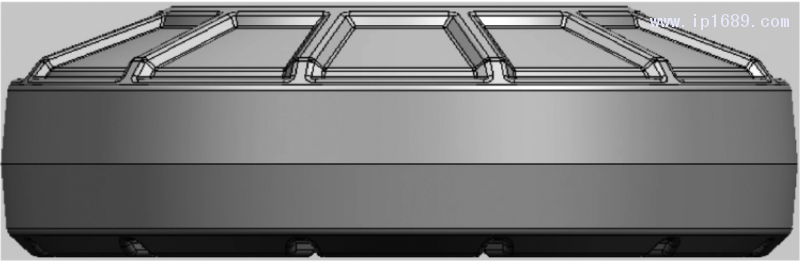
初步優(yōu)化后的內(nèi)凹式加強筋結(jié)構(gòu)對線纜架的力學性能有很大程度上的提高�����,但是內(nèi)凹式的加強筋在使用過程中也會面臨著堆積灰塵��,不易清理等問題���,且修模時若想增加加強筋的個數(shù),在模具上燒焊的成本較高[12]���。在吹塑過程中�,內(nèi)凹式加強筋部位壁厚大于產(chǎn)品表面���,當產(chǎn)品受到外力作用時抗壓能力較差���,根據(jù)優(yōu)化后得到的最佳加強筋參數(shù)組合����,改變加強筋的方向���,設(shè)計凸起式加強筋���,使得吹塑時,料坯先貼近模具中受力面表面����,然后進入加強筋內(nèi)部,在吹氣完成后���,壁厚最薄處由初步優(yōu)化得到的產(chǎn)品中的產(chǎn)品受力面處轉(zhuǎn)移到加強筋處��。凸起式加強筋結(jié)構(gòu)如圖10所示�。
3.2 凸起式加強筋結(jié)構(gòu)的靜力學分析
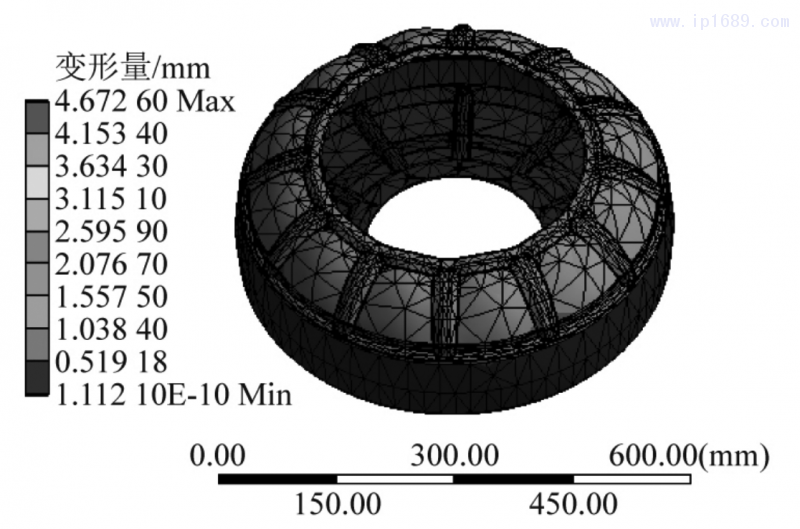
使用workbench對加強筋優(yōu)化后的模型進行靜力分析�,得到的最終應力及變形量結(jié)果如圖11和圖12所示。
由圖11和圖12可以看出,采用凸起式加強筋的擠吹線纜架在使用時受到的最大應力為3.93MPa����,變形量最大處為4.67mm,且應力最大處及變形量最大處由產(chǎn)品表面轉(zhuǎn)移到加強筋處�,相比于初步優(yōu)化后模型的受力分析結(jié)果(最大應力3.79MPa��,最大變形量4.45mm)差距不大�����。因此���,通過設(shè)置凸起式加強筋的方式在滿足擠吹線纜架受力性能的基礎(chǔ)上�����,優(yōu)化了內(nèi)凹式加強筋線纜架使用面壁厚過薄�、抗外力能力不足的問題�����,而且凸起式加強筋設(shè)計的產(chǎn)品易清洗�,若增加加強筋的個數(shù)時可在模具上用車床按照參數(shù)銑出形狀[13],修模成本較低����。
3.3 生產(chǎn)驗證
將優(yōu)化后的含凸起式加強筋結(jié)構(gòu)的擠吹線纜架參數(shù)運用到實際生產(chǎn)中���,得到的擠吹成型線纜架如圖13所示,零件成型質(zhì)量好����,抗變形性能強。
4結(jié)論
課題組基于正交實驗得到的最佳加強筋參數(shù)�,建立了2種含加強筋的擠吹線纜架模型,并利用Workbench對模型進行靜力分析�,結(jié)合實際生產(chǎn)及使用要求,得到以下結(jié)論:
1) 通過在受力面設(shè)置加強筋的方式可明顯提高擠吹線纜架的受力性能�����,改善中空儲物式吹塑產(chǎn)品表面抗內(nèi)壓能力差的問題�。
2) 通過正交試驗的模擬結(jié)果分析可知: 在設(shè)置加強筋的參數(shù)時,加強筋的脫模斜度對變形量的影響最大���,加強筋的R1對產(chǎn)品所受應力的影響最大�。
3) 對中空儲物式吹塑制品進行結(jié)構(gòu)加強時�����,為保證產(chǎn)品受力面的壁厚,而設(shè)置凸起式加強筋����,在加強產(chǎn)品力學性能的同時也解決了內(nèi)凹式加強筋的清潔問題,同時提高了抗外力的能力����、節(jié)約了修模成本�。對此類產(chǎn)品結(jié)合實際使用情況進行結(jié)構(gòu)優(yōu)化設(shè)計提供了參考。
參考文獻:
[1] 塑料制品工業(yè)研究所.中空吹塑[M]. 吉林省塑料研究所����,譯. 輕工業(yè)出版社,1984: 67 - 89.
[2] 佚名. 吹塑塑料瓶全球市場年復合增長率將達4%[J]. 塑料科技,2018,46(11) : 24.
[3] 張治國. 塑料吹塑成型技術(shù)問答[M]. 北京: 印刷工業(yè)出版社, 2012: 32-42.
[4] 段名鏡�,許苗苗. 擠出中空吹塑用聚乙烯材料特性[J]. 西部皮革, 2019,41(2) : 7.
[5] 潘鳳麗,李光. 基于Ansys Workbench的塑料蜂窩板仿真分析及優(yōu)化[J]. 包裝工程��,2016��,37(23) : 44-49.
[6] 苗德忠 . 塑料成型工藝與模具設(shè)計[M]. 北京: 北京理工大學出版社,2014: 40-49.
[7] 陳杰���,廖秋慧��,張銀龍���,等. 擠吹醫(yī)用床頭板加強筋的結(jié)構(gòu)優(yōu)化[J]. 塑料科技,2018��,46(10) : 91-94.
[8] 承善����,陳登海��,江丙云���,等. 基于吹塑成型的PET塑料瓶強度分析[J]. 塑料工業(yè),2018,46(4) : 76-79.
[9] Dr ROBIN K. Extrusion blow molding: insulation[J]. Plastics Engineering�,2019��,75(6) : 20-25.
[10] 王善凱 . 汽車儀表盤配件下蓋注塑成型及模具結(jié)構(gòu)CAE分析與優(yōu)化[D]. 西安: 西安工程大學,2016: 66-80.
[11] 韓麗美��,孟德穎���,葛慶海����,等. 聚乙烯耐環(huán)境應力開裂性能測試方法的研究進展[J]. 油氣田地面工程���,2019���,38(增刊1) : 4-8.
[12] 王凱���,王旭. 汽車零件加強筋結(jié)構(gòu)設(shè)計[J]. 汽車工程師,2019(7) : 33-36.
[13] 王震虎�����,何芯��,李落星. 鋁合金空心型材擠壓截面內(nèi)凹變形有限元分析及模具結(jié)構(gòu)優(yōu)化設(shè)計[J]. 鍛壓技術(shù)���,2017,42(11) : 73-78.


































 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





