一、油泵馬達及油泵啟動�����,但不起壓力�����。1��,油泵上比例閥接線松斷或線圈燒毀檢查比例壓力閥是否通電�。2,雜質(zhì)堵塞油泵上比例壓力閥
來源: 發(fā)布時間:2016年11月23日 10:26:03 閱讀:6265
注塑速度的比例控制已經(jīng)被注塑機制造商廣泛采用�。雖然電腦控制注塑速度分段控制系統(tǒng)早已存在,但由于相關(guān)的資料有限�����,這種機器設(shè)置的優(yōu)勢很少得到發(fā)揮�����。本文將系統(tǒng)的說明應(yīng)用多段速度注塑的優(yōu)點�����,并概括地介紹其...
來源: 發(fā)布時間:2016年11月18日 09:15:56 閱讀:6275
注塑機溫升過高五大危害:使機械產(chǎn)生熱變形����,油的粘度降低,橡膠密封件變形���,加速油液氧化變質(zhì)�,同時也使空氣的分力壓降低�����。
來源:877 發(fā)布時間:2016年11月18日 09:10:00 閱讀:6677
注塑模溫的設(shè)定 正確的說法���,模溫是指在成形被進行時的模腔表面的溫度��,在模具設(shè)計及成形工程的條件設(shè)定上���,重要的是不僅維持適
來源: 發(fā)布時間:2016年11月16日 15:05:35 閱讀:7207
聚合物在塑膠擠出或注射成型時����,在流體剪切速率較低時經(jīng)口?����;驖部跀D出物具備潤滑的輪廓與平均的形狀���。當(dāng)剪切速率或剪切應(yīng)改性塑料力增進到一定值時,在擠出物外表取得鮮麗且外面邃密精美;當(dāng)塑膠擠出速度再舉高時...
來源: 發(fā)布時間:2016年11月16日 15:04:30 閱讀:6446
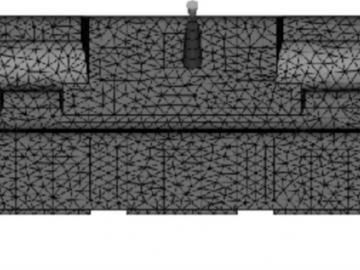
基于CAE 厚壁件注塑澆口優(yōu)化設(shè)計賀圣彥1.2���,楚純朋2�����,鄧嬌2���,曹中清1( 1. 西南交通大學(xué)機械工程學(xué)院,四川成都610031; 2. 株洲
來源: 發(fā)布時間:2016年11月01日 10:35:57 閱讀:7576
注塑制品成型后�,與預(yù)定的質(zhì)量標(biāo)準(zhǔn)(檢驗標(biāo)準(zhǔn))有一定的差異,而不能滿足下工序要求����,這就是注塑制品缺陷�����,即常說的品質(zhì)問題。
來源: 發(fā)布時間:2016年10月31日 09:21:50 閱讀:6250
“凹痕”是由澆口封口后或者缺料注射引起的局部內(nèi)收縮造成的����。注塑制品表面產(chǎn)生的凹陷或者微陷是注塑成型過程中的一個老問題。
來源: 發(fā)布時間:2016年10月27日 13:44:05 閱讀:4299
注塑成型工藝流程可以簡單的表示如下: 上一周期 ? 閉模 ? 填充 ? 保壓 ? 回膠 ? 冷卻 ? 開模 ? 脫模 ? 下一周期在填充
來源: 發(fā)布時間:2016年10月26日 09:47:27 閱讀:5294


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





